O 型環(O-Ring)是全世界使用最廣泛的密封元件,從家裡的水龍頭到深海採油設備,從精釀啤酒機到半導體製程機台,無所不在。然而,它體積雖小,選錯材質或裝錯方法,卻足以讓一座廠房停機,甚至引發工安事故。本指南將一次整合材質避雷、壓縮率計算、安裝 SOP 與 8 大失效診斷,幫助工程師與採購人員徹底解決 O 型環選用的所有疑問。
第一章:O 型環是什麼?60 秒搞懂密封原理
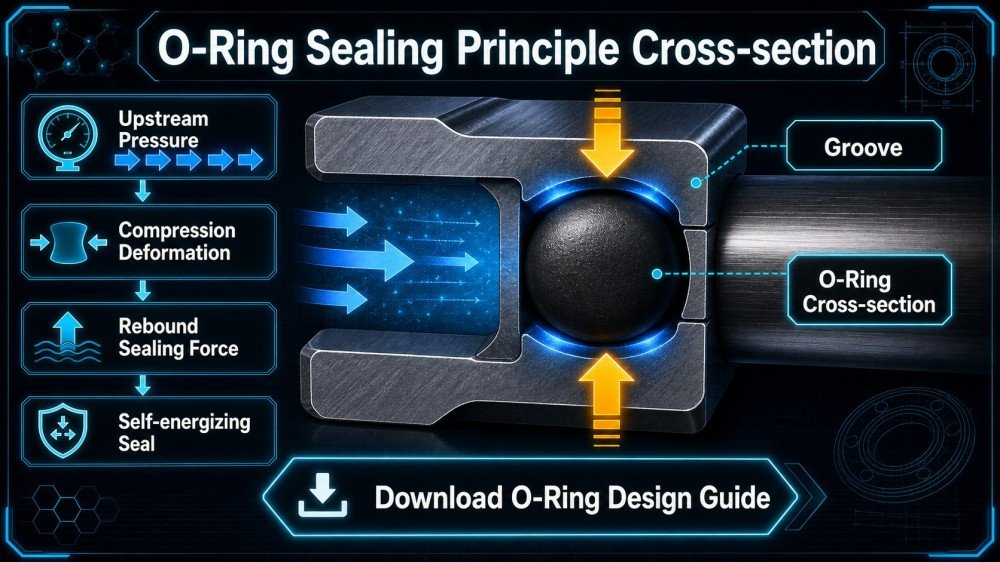
密封原理:靠「擠壓回彈力」封住一切
O 型環的截面是一個完整的圓形,當它被安裝進精準加工的「溝槽(Groove)」後,法蘭面或軸孔配合件會將其截面擠壓變形,使 O 型環的橡膠材料向四周撐開,緊緊貼合溝槽的每一個表面縫隙。當流體或氣體試圖從接觸面逃逸時,O 型環的回彈力(Resiliency)會主動對抗流體壓力,壓力越高、反彈力越大,密封效果反而更好——這就是 O 型環最迷人的「自增壓密封」特性。


靜態密封 vs 動態密封:兩者差很多
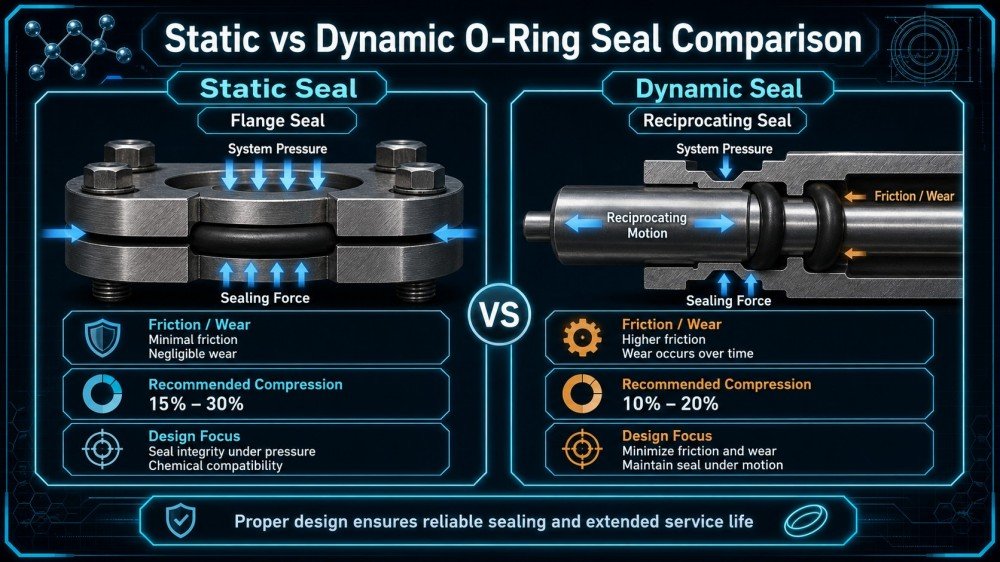
O 型環最重要的使用情境分類是「靜態」與「動態」,這直接影響材質硬度、壓縮率的選擇:
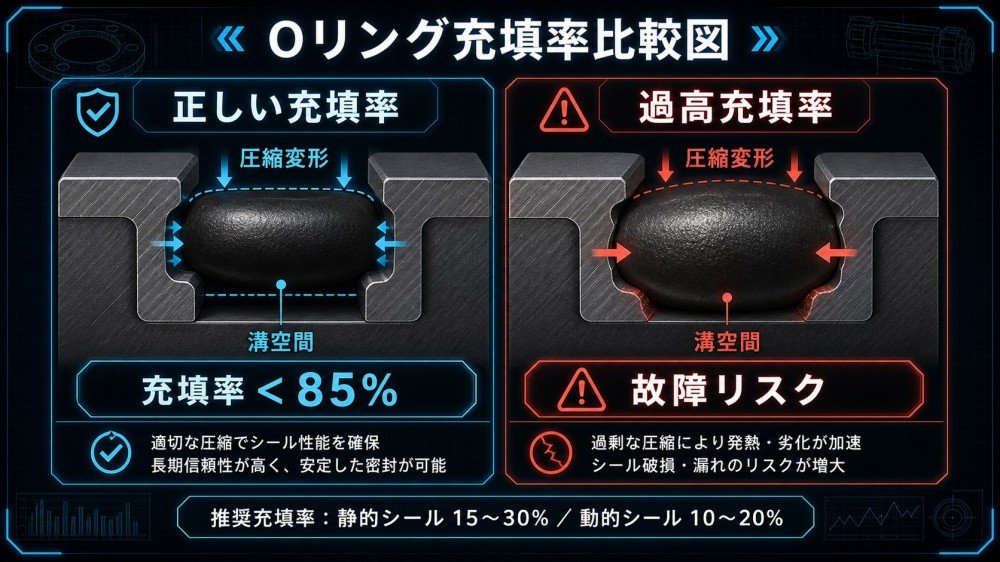
- 靜態密封(Static Sealing):密封面之間完全沒有相對運動,如法蘭接合面、端蓋螺栓密封。壓縮率可設定較高(15%~30%),以確保完整密封。
- 動態密封(Dynamic Sealing):密封面之間有持續的往復或旋轉運動,如液壓油缸的活塞桿。壓縮率需設定較低(10%~20%),以減少摩擦磨耗與發熱。
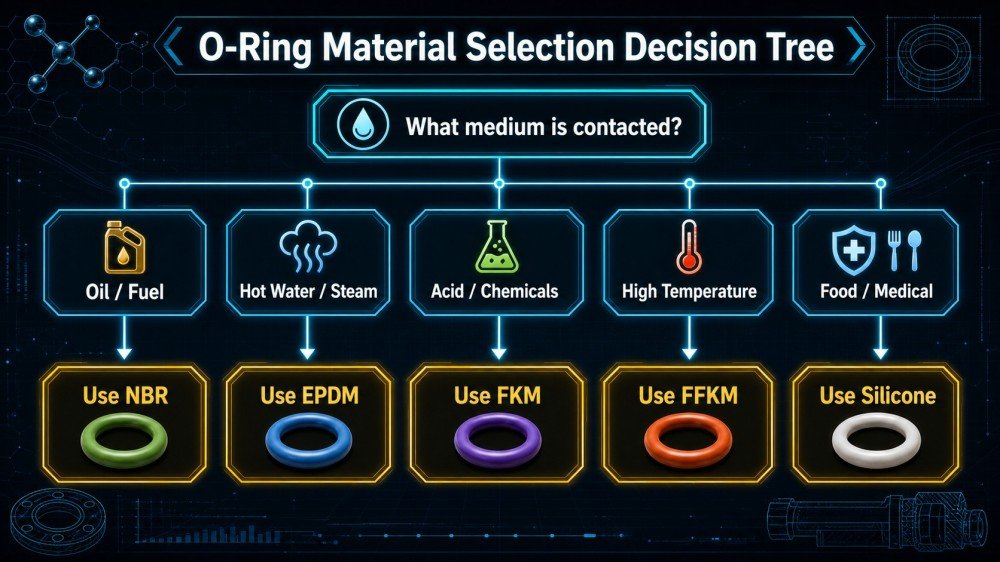
第二章:四大材質避雷指南——選錯比不裝還危險
材質選錯,是 O 型環失效中最常見、也最昂貴的錯誤。以下是目前市場最主流的四種材質,附帶最關鍵的「禁用場景」說明:
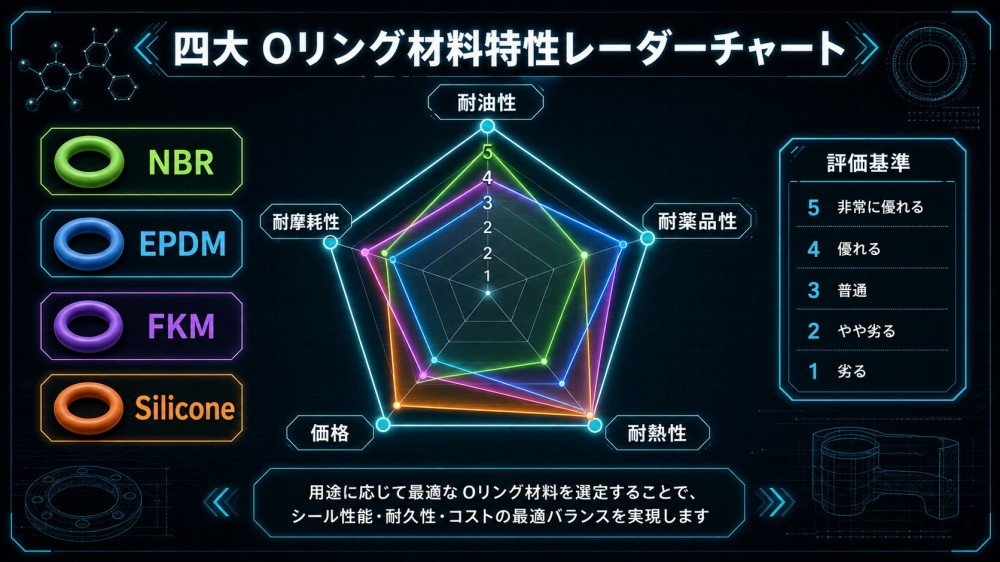
四大材質全方位比較表


| 材質 | 溫度範圍 | 耐油性 | 耐化學性 | 核心優勢 | ⛔ 致命禁區 | 最適場景 |
| NBR(丁腈橡膠) | -30°C ~ 100°C | ★★★★★ | ★★ | 耐礦物油、液壓油,價格最低,最通用的工業密封材質 | ❌ 不耐臭氧、戶外老化、極性溶劑(如酮類、酯類) | 液壓缸、燃油系統、空壓機、一般機械 |
| EPDM(三元乙丙橡膠) | -40°C ~ 130°C | ★(極差) | ★★★★★ | 耐臭氧、耐天候老化、耐熱水與水蒸氣,可用於飲用水 | ❌ 嚴禁接觸任何油品! 遇礦物油會迅速溶脹失效 | 飲水系統、熱水器、戶外配管、汽車冷卻系統 |
| FKM(氟橡膠 / Viton) | -20°C ~ 200°C | ★★★★★ | ★★★★ | 耐高溫、耐大多數油品與化學品,最主流的高性能材質 | ❌ 超低溫(-20°C 以下)彈性急劇下降,不適合寒帶極端低溫 | 石化廠、汽車引擎、航太設備、高溫管路 |
| Silicone(矽膠) | -50°C ~ 200°C | ★(極差) | ★★ | 超寬溫域、無毒、食品醫療級認證,柔軟回彈性佳 | ❌ 嚴禁接觸礦物油、汽油、潤滑油! 遇油類會快速膨脹失效 | 食品機械、醫療設備、高低溫交替場合、電子設備 |


高端進階材質:FFKM 與 HNBR
- FFKM(全氟彈性體):耐化學性接近「橡膠界的 PTFE」,幾乎耐受所有化學品,廣泛用於半導體製程(如蝕刻腔體)與頂級航太設備。價格是 FKM 的 10~100 倍,非必要場景請勿選用。
- HNBR(氫化丁腈橡膠):在 NBR 基礎上強化了耐熱性(最高 150°C)與耐臭氧性,是汽車空調系統與油井開採的優選材質。
第三章:壓縮率計算與溝槽設計——工程師必懂的數字
這是 SERP 前 10 名完全缺席的技術核心,也是 B2B 工程師最需要的設計依據。
壓縮率公式與建議範圍
壓縮率(Compression Rate)是決定 O 型環密封效果與使用壽命最關鍵的設計參數。計算公式如下:
W=d0−hd0100%
其中:
- d₀ = O 型環截面徑(自由狀態下的線徑,mm)
- h = 溝槽深度(mm)
建議壓縮率範圍:
- 靜態密封(軸向 / 徑向):15%~30%
- 動態往復密封:10%~20%
- 動態旋轉密封:5%~15%(需搭配充足潤滑)
⚠️ 壓縮率不是越高越好! 壓縮率超過 30% 時,O 型環的應力集中會大幅縮短壽命,且在高溫環境下更容易產生「壓縮永久變形(Compression Set)」,導致長期密封失效。



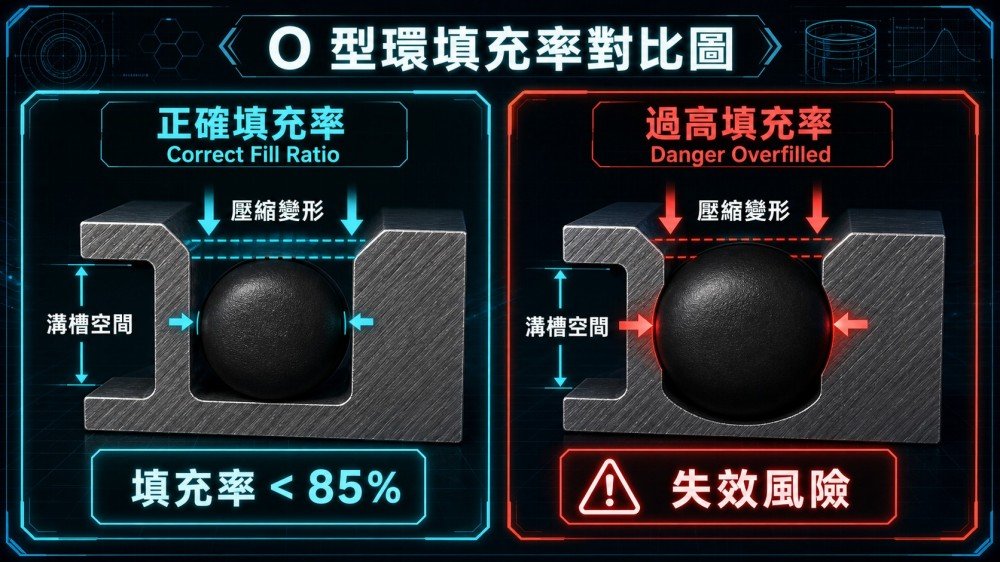
填充率:另一個容易被忽視的關鍵參數
溝槽設計中除了壓縮率,填充率(Fill Rate)必須低於 85%。這是要確保溝槽內留有足夠的空間,以容納:
- O 型環本身的尺寸公差
- O 型環接觸流體後可能產生的吸收膨脹
- 溫度升高時的熱膨脹
若填充率超過 85%,O 型環無處膨脹,就會在溝槽內產生巨大的額外應力,加速壓縮永久變形失效。

第四章:正確安裝 SOP——避免割傷、扭曲、螺旋失效
根據工安與密封件廠商的統計,安裝不當是 O 型環失效的頭號人為因素。以下四個步驟請作為廠房維修的標準操作手冊(SOP):
四步驟安裝 SOP
第一步:安裝前目視檢查
取出新 O 型環後,在充足光線下仔細檢查是否有製造缺陷(毛邊、氣泡、刮傷)。拉伸觀察是否有裂紋,若有任何瑕疵立即換件,不可使用。
第二步:塗抹相容潤滑劑
安裝前必須在 O 型環表面薄薄塗抹一層與介質相容的潤滑劑(如矽脂或凡士林)。潤滑劑有三個關鍵作用:降低安裝時的摩擦力防割傷、幫助 O 型環順利滑入溝槽防扭曲、填補 O 型環表面微小凹陷提升初始密封效果。
⚠️ 注意:矽脂不可用於矽膠(Silicone)O 型環,材質相容性問題會導致矽膠膨脹。
第三步:保護套管法(避免通過螺紋割傷)
當 O 型環需要通過外螺紋段安裝時,必須先套上一根直徑略大於螺紋的薄壁保護套管(或用膠帶包覆螺紋),讓 O 型環在保護管的保護下滑過,再移除保護管。直接強行通過螺紋是造成 O 型環割傷的最主要原因。
第四步:確認截面未扭轉(防螺旋失效)
O 型環完全就位後,用手指沿著溝槽輕輕滾動一圈,並目視確認 O 型環整圈的顏色與光澤面是否均勻一致。如果某段出現明顯的亮面扭轉痕跡,代表截面已發生扭曲,必須取出重裝。帶著扭曲截面的 O 型環上線,就是日後螺旋扭轉失效的起點。



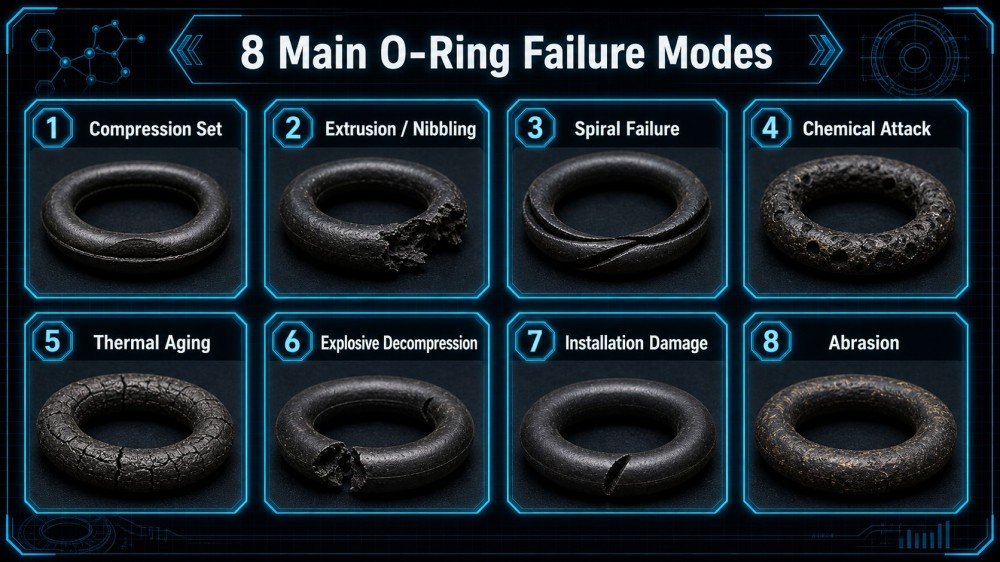
第五章:8 大失效原因診斷手冊——你的 O 型環為什麼一直漏?


失效診斷速查表
| 失效類型 | 肉眼識別特徵 | 最常見原因 | 對應解法 |
| 壓縮永久變形(Compression Set) | O 型環截面呈扁平狀,失去圓形輪廓,不再回彈 | 壓縮率過高、溫度過高、材質硬度不足 | 降低壓縮率至建議值;升級至 FKM 或 HNBR 等耐高溫材質 |
| 擠出失效(Extrusion) | O 型環邊緣出現毛刺狀突出,像被剃刀切過的缺口 | 系統壓力過高、溝槽間隙過大、硬度不足 | 加裝防擠出環(Back-up Ring);選用較高硬度(80~90 Shore A)O 型環 |
| 螺旋扭轉失效(Spiral Failure) | O 型環表面出現規律的斜向割痕,整圈交替光面/霧面 | 動態往復密封中潤滑不足,截面扭轉後持續往復 | 增加潤滑劑用量;確認安裝時截面無扭曲;適當增大溝槽寬度 |
| 化學腐蝕(Chemical Attack) | O 型環表面出現泡泡狀鼓起、或大面積溶解龜裂,體積異常膨脹 | 材質與介質不相容(如 NBR 接觸酮類,Silicone 接觸礦物油) | 重新確認材質相容性;升級至 FKM 或 FFKM |
| 老化龜裂(Thermal Degradation) | O 型環表面出現細小裂紋,質地變硬變脆,掰折時輕易斷裂 | 長期在高溫環境下運作,超出材質耐溫上限 | 升級至耐熱性更高的 FKM;確認實際工作溫度在材質規格內 |
| 爆裂減壓(Explosive Decompression) | O 型環表面出現「爆米花」狀的坑洞與裂口,從內部破裂 | 氣體系統中,高壓氣體滲入 O 型環微孔,急速洩壓時氣體由內部膨脹爆裂 | 選用低滲透性材質(如 HNBR 或 FFKM);控制洩壓速率 |
| 安裝損傷(Installation Damage) | O 型環表面有乾淨俐落的切痕,或整齊的割裂口 | 安裝時未使用潤滑劑、未使用保護套管,被螺紋或尖銳邊緣割傷 | 強制規定安裝 SOP:潤滑 + 保護套管 + 溝槽邊緣去毛刺 |
| 磨耗失效(Abrasion) | O 型環接觸運動面的一側出現平面狀磨耗,截面不再圓整 | 動態密封中表面粗糙度過高,或潤滑不足導致直接摩擦金屬 | 改善溝槽接觸面粗糙度(Ra ≤ 0.8μm);增加潤滑頻率 |
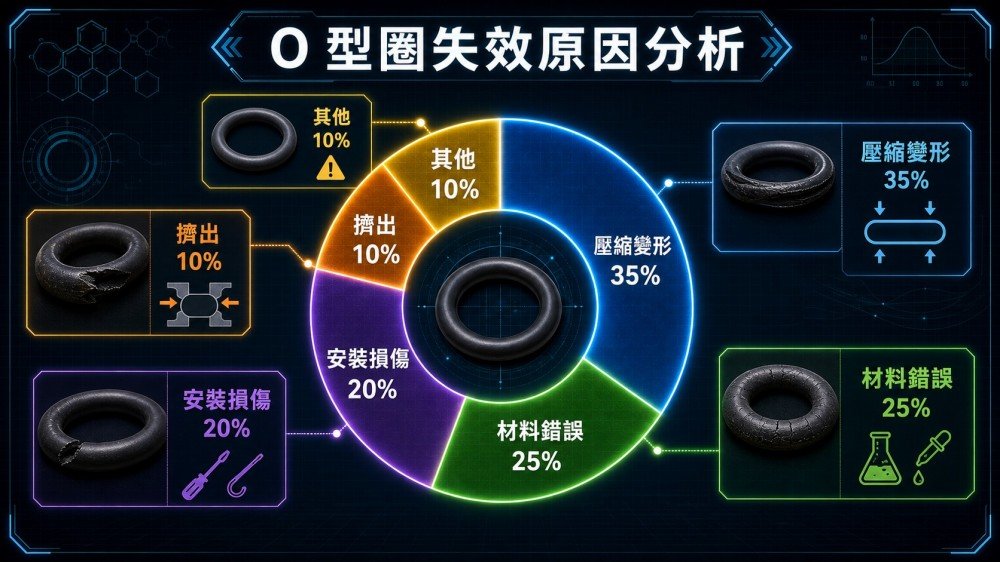
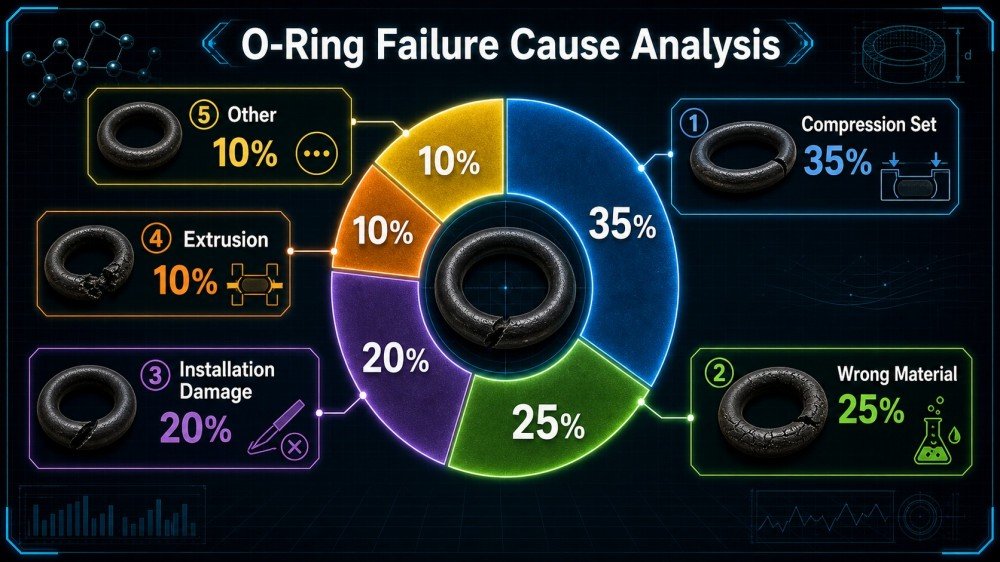
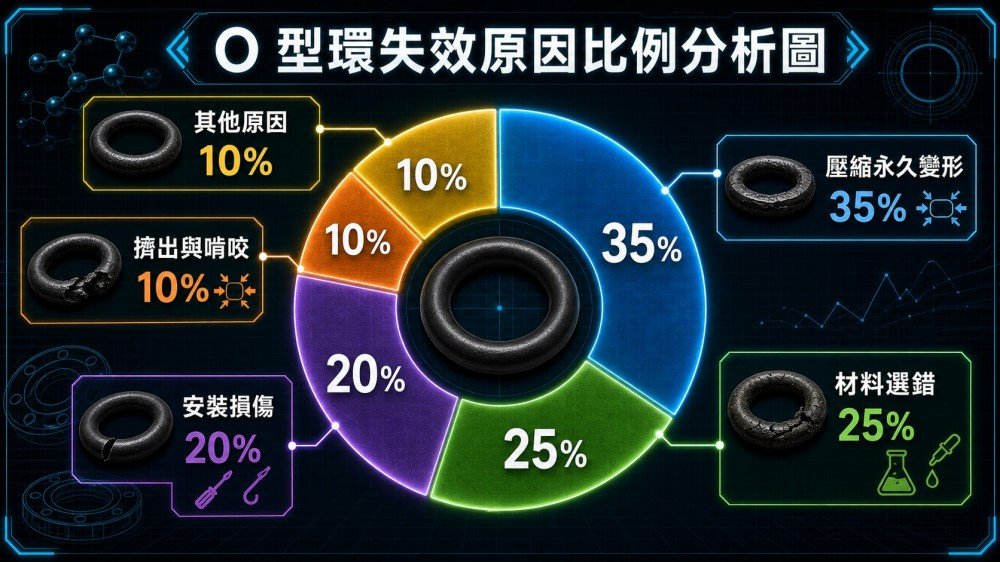
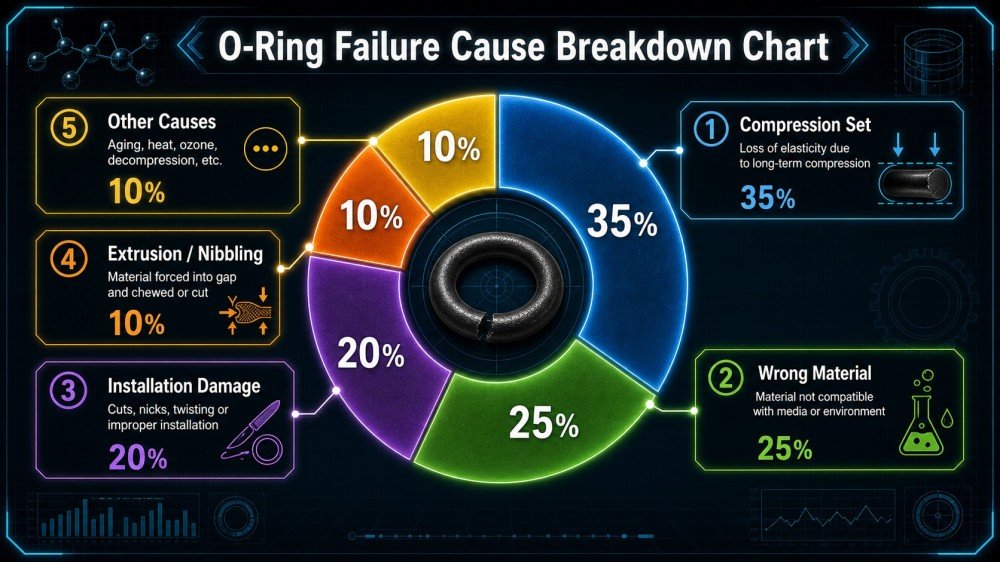
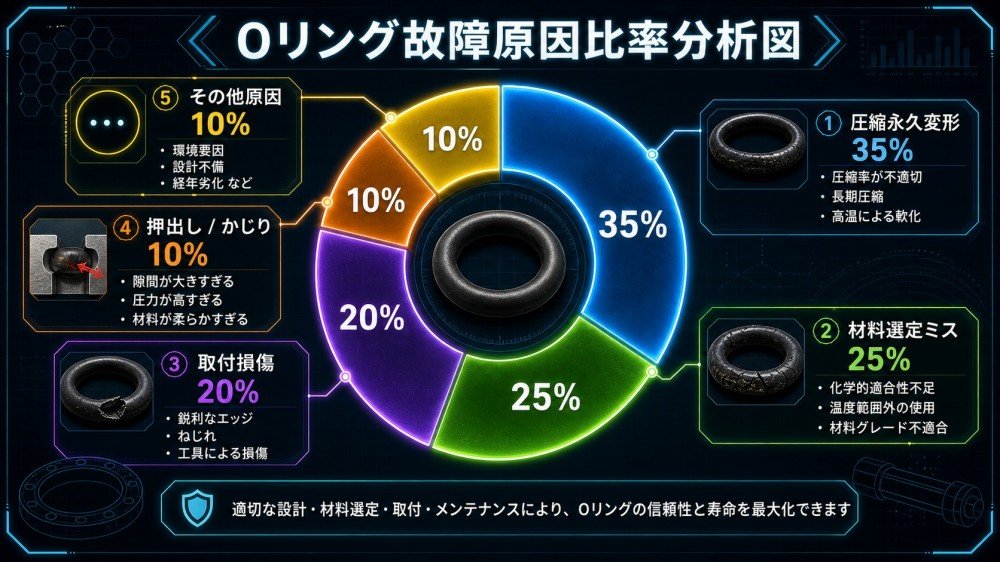
失效原因比例圓餅圖

第六章:O 型環迷思破解 FAQ(共 10 題)
Q1:O 型環可以重複使用嗎?
靜態密封的 O 型環在拆卸後,原則上不建議重複使用。它已在溝槽中長期維持塑性變形狀態,回彈力通常已不足以在第二次安裝時達到原始密封效果。動態密封件更應依照設備保養週期強制定期更換。
Q2:矽膠 O 型環耐油嗎?
不耐。這是最廣泛流傳的危險誤解。矽膠(Silicone)雖然外觀與觸感給人「高性能」的印象,但其耐礦物油、汽油與潤滑油的能力極差,接觸後會迅速膨脹失效。耐油環境請選 NBR 或 FKM。
Q3:什麼是螺旋扭轉失效(Spiral Failure)?
這是動態往復密封中特有的失效模式。O 型環在往復運動中,如果摩擦力超過其自身的旋轉阻力,O 型環截面就會在溝槽中邊移動邊旋轉,最終扭成一條「螺旋狀」,使密封面出現規律的斜向割痕。與磨耗失效的區別:螺旋失效的割痕呈「交替 45° 斜向」,磨耗則是「單側平面磨損」。
Q4:FFKM 和 FKM 到底差在哪?
FKM(氟橡膠)的氟含量約 66%,具備優異的耐化學性;FFKM(全氟彈性體)的氟含量接近 70% 以上,幾乎可以抵抗所有的化學介質(包含 FKM 無法耐受的酮類、酯類和強氧化劑)。FFKM 廣泛用於半導體製程的電漿蝕刻腔體,但其價格是 FKM 的 10 至 100 倍,非必要場景請勿升級。
Q5:O 型環的壓縮率怎麼計算?
使用公式 W = (d₀ – h) / d₀ × 100%,其中 d₀ 是 O 型環的截面徑,h 是溝槽深度。靜態密封建議值為 15%~30%,動態往復密封為 10%~20%。壓縮率低於 10% 密封效果不足;高於 30% 則壽命大幅縮短。



Q6:NBR 和 EPDM 外觀幾乎一樣,如何分辨?
最簡單的方法是「浸油測試」:將樣品浸入機油 24 小時後取出,若體積明顯膨脹(>15%),就是 EPDM;若體積幾乎不變,就是 NBR。燃燒法:EPDM 燃燒時火焰帶白色,NBR 則帶橘紅色。
Q7:如何防止 O 型環在高壓下被擠出?
有三種方法:① 加裝防擠出環(Back-up Ring),通常以 PTFE 材質製成,安裝在 O 型環的低壓側,物理性阻擋 O 型環被擠入間隙;② 減小溝槽間隙(將配合公差收緊);③ 升級至硬度更高的 O 型環(80 或 90 Shore A)。
Q8:O 型環安裝後仍然漏,可以直接鎖更緊嗎?
不行。如果是靜態法蘭面密封,「鎖更緊」可能導致壓縮率超標,反而更快壓縮永久變形。正確做法是先停機卸壓,確認是否選材正確、溝槽尺寸是否標準、安裝時截面是否扭轉,確認後更換全新 O 型環重新按規格鎖緊。
Q9:O 型環在低溫環境下需要特別注意什麼?
一般橡膠 O 型環在低溫下會硬化,喪失回彈力。NBR 在 -30°C 以下、FKM 在 -20°C 以下的密封性能都會大幅下降。極低溫環境(如液化天然氣 LNG 系統)應選用 Silicone(可耐 -50°C)或特殊低溫 FKM 配方。
Q10:我的 O 型環規格上寫「P-20 JIS B2401」,這是什麼意思?
這是日本工業標準(JIS)的 O 型環規格代號。「P」代表「Packing」配合系列(用於軸徑配合的徑向密封),「20」代表對應的公稱軸徑(約 20mm)。除了 P 系列,JIS 還有 G 系列(一般靜態配合)、V 系列(真空用)等。採購時需確認規格系列、內徑(ID)、截面徑(CS)三個數字完全一致。


結語:選對 O 型環,是廠房零故障的第一步
O 型環的正確選用,不是查查型錄就能完成的工作,而是需要同時考量介質相容性、壓縮率設計、動靜態安裝 SOP 與長期失效預防的系統化工程。希望本指南能成為您工廠保養手冊旁邊最常翻閱的一份參考資料。
還在憑感覺選材質?我們為工程師準備了「四大材質相容性矩陣」與「壓縮率 / 溝槽深度快速計算對照表」,完全免費下載。