Oリング(O-Ring)は、世界で最も広く使用されているシール部品であり、家庭の蛇口から深海石油採掘設備、クラフトビール醸造機から半導体製造装置に至るまで、至る所で使用されています。しかし、そのサイズは小さいものの、材質の選択ミスや取り付け方法の誤りによって、工場全体の操業停止を招き、さらには労働安全事故を引き起こすことさえあります。本ガイドでは、これらをまとめて解説します。材質による避雷対策、圧縮率の計算、設置SOP、および8つの故障診断、エンジニアや調達担当者がOリングの選定に関するあらゆる疑問を完全に解消できるよう支援します。
第1章:Oリングとは?60秒で理解するシール原理
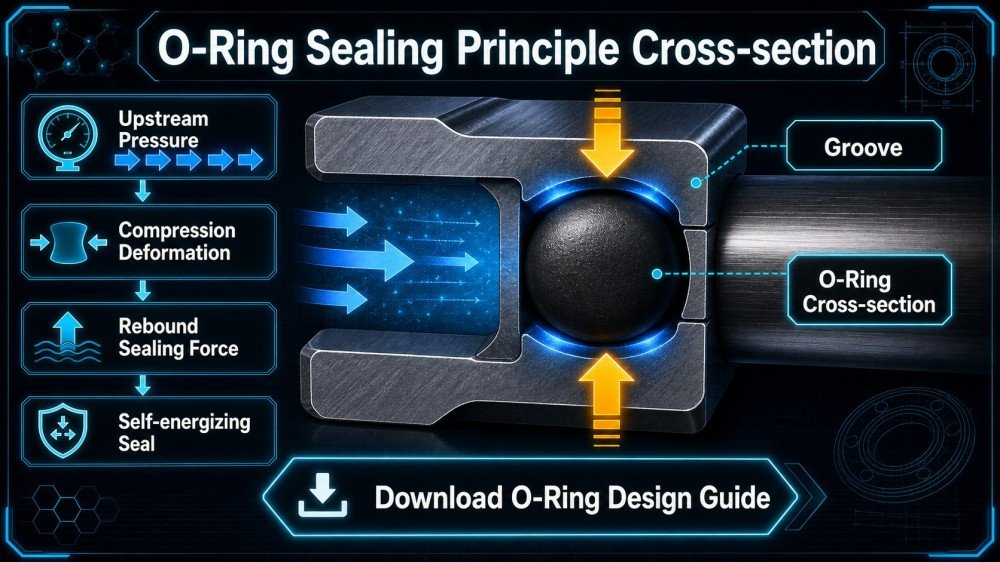
密閉の原理:「圧縮復元力」によってすべてを密閉する
Oリングの断面は完全な円形をしており、精密に加工された「溝(Groove)」に組み込まれると、フランジ面や軸穴の嵌合部によって断面が圧縮変形され、Oリングのゴム材料が周囲に向かって広がり、溝のあらゆる表面の隙間をしっかりと塞ぎます。流体や気体が接触面から漏れ出そうとすると、Oリングの復元力(Resiliency)が流体圧力に能動的に抵抗します。圧力が高ければ高いほど反発力も大きくなり、かえってシール効果が向上します。これこそが、Oリングの最も魅力的な「自己加圧シール」特性なのです。


静的シール対動的シール:両者には大きな違いがある
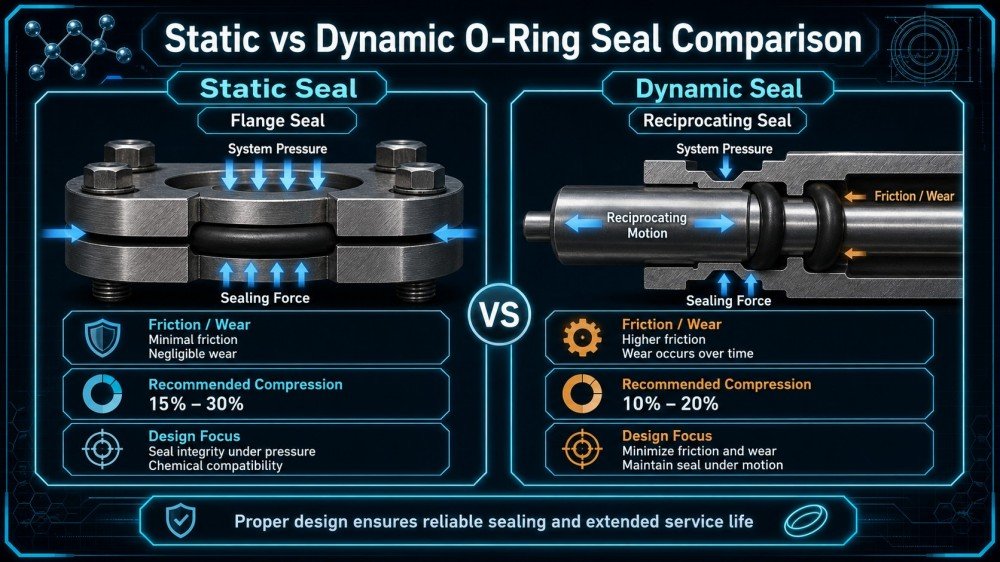
Oリングの最も重要な使用状況の分類は「静的」と「動的」であり、これは材質の硬度や圧縮率の選択に直接影響します:
- 静的シール(Static Sealing):シール面間に相対運動が全くない場合(フランジ接合面やエンドキャップのボルトシールなど)。完全なシール性を確保するため、圧縮率を比較的高い値(15%~30%)に設定することができる。
- 動的シール(Dynamic Sealing):シール面の間で、油圧シリンダーのピストンロッドのように、継続的な往復運動または回転運動が生じている場合。摩擦による摩耗や発熱を抑えるため、圧縮率は低めに設定する必要がある(10%~20%)。
第2章:4大素材の避雷ガイド――間違った選択は、設置しないよりも危険だ
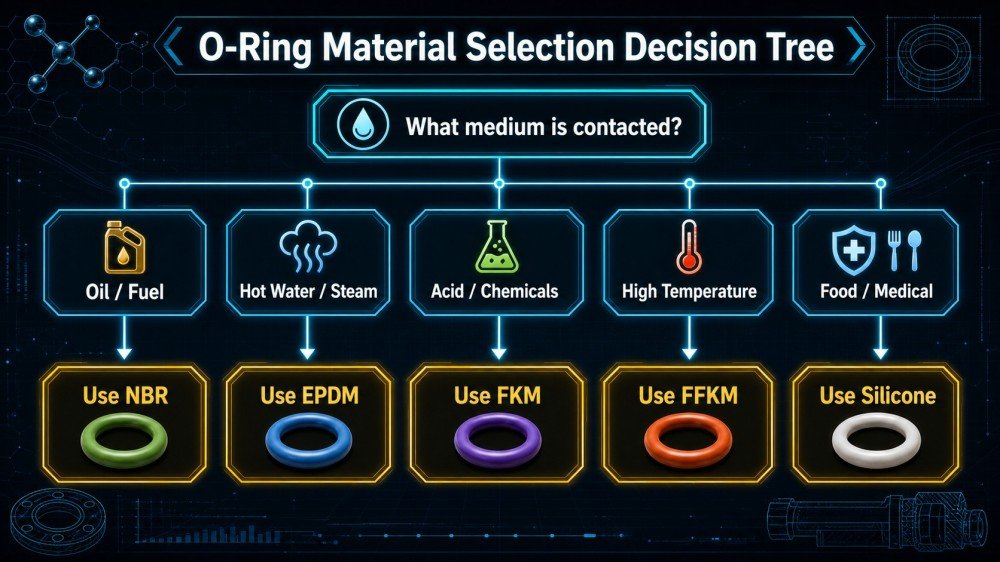
材質の選定ミスは、Oリングの故障において最も一般的であり、かつ最もコストのかかる過ちです。以下に、現在市場で主流となっている4種類の材質と、それぞれにおける最も重要な「使用禁止の場面」について説明します:
4大素材の総合比較表


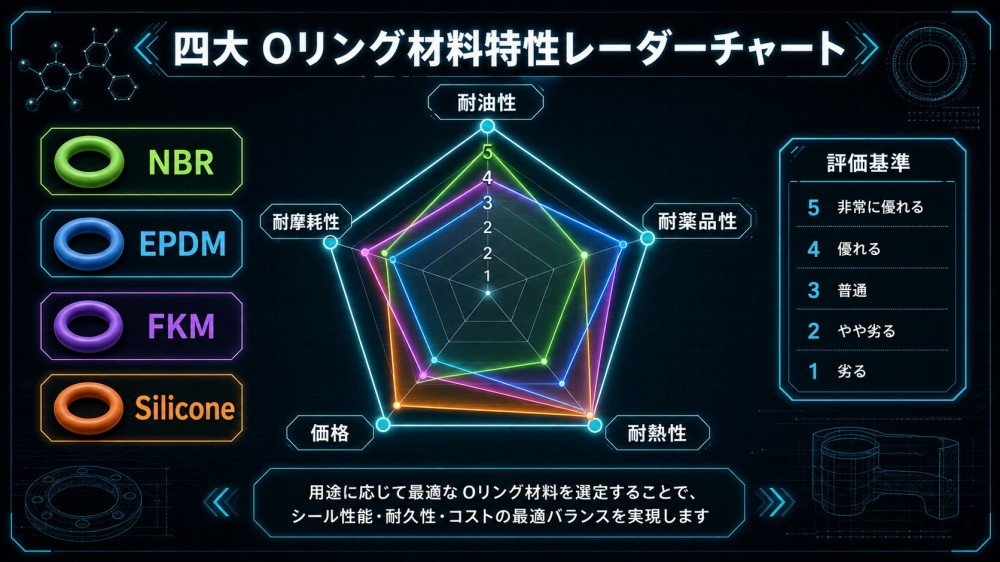
| 材質 | 温度範囲 | 耐油性 | 耐薬品性 | 中核的な強み | ⛔ 死の禁域 | 最適な利用シーン |
| NBR(ニトリルゴム) | -30°C ~ 100°C | ★★★★★ | ★★ | 鉱物油や作動油に耐性があり、価格が最も安く、最も汎用性の高い工業用シール材 | ❌ オゾン、屋外での経年劣化、極性溶剤(ケトン類、エステル類など)に耐性がない | 油圧シリンダー、燃料システム、エアコンプレッサー、一般機械 |
| EPDM(エチレン・プロピレン・ジエンゴム) | -40°C ~ 130°C | ★(範囲) | ★★★★★ | オゾン、天候による劣化、熱水および水蒸気に強く、飲料水にも使用可能 | ❌ いかなる油類にも絶対に触れてはなりません! 鉱物油と接触すると、急速に膨潤して機能を失う | 給水システム、給湯器、屋外配管、自動車の冷却システム |
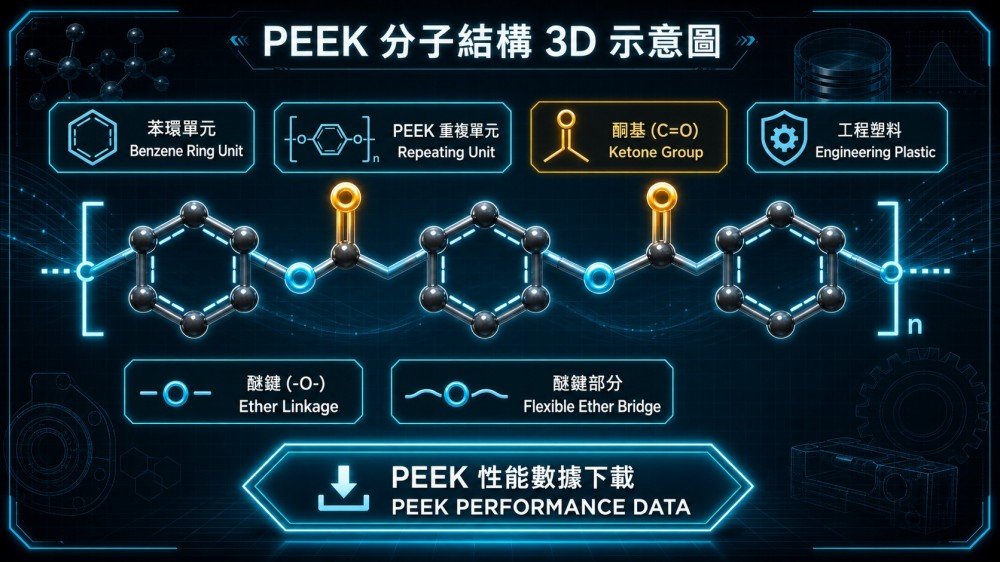
| FKM(フッ素ゴム/バイトン) | -20°C ~ 200°C | ★★★★★ | ★★★★ | 耐熱性に優れ、ほとんどの油や化学薬品に耐性があり、最も主流な高性能素材 | ❌ 超低温(-20°C 以下)では弾性が急激に低下するため、寒冷地での極端な低温環境には適さない | 石油化学プラント、自動車エンジン、航空宇宙機器、高温配管 |
| シリコーン(シリカゲル) | -50°C ~ 200°C | ★(範囲) | ★★ | 超広温度範囲、無毒、食品・医療グレードの認証取得、柔軟で弾力性に優れている | ❌ 鉱物油、ガソリン、潤滑油への接触は厳禁です! 油類と接触すると急速に膨張し、機能しなくなる | 食品機械、医療機器、高温・低温が交互に繰り返される環境、電子機器 |


ハイエンド・アドバンスト素材:FFKM および HNBR
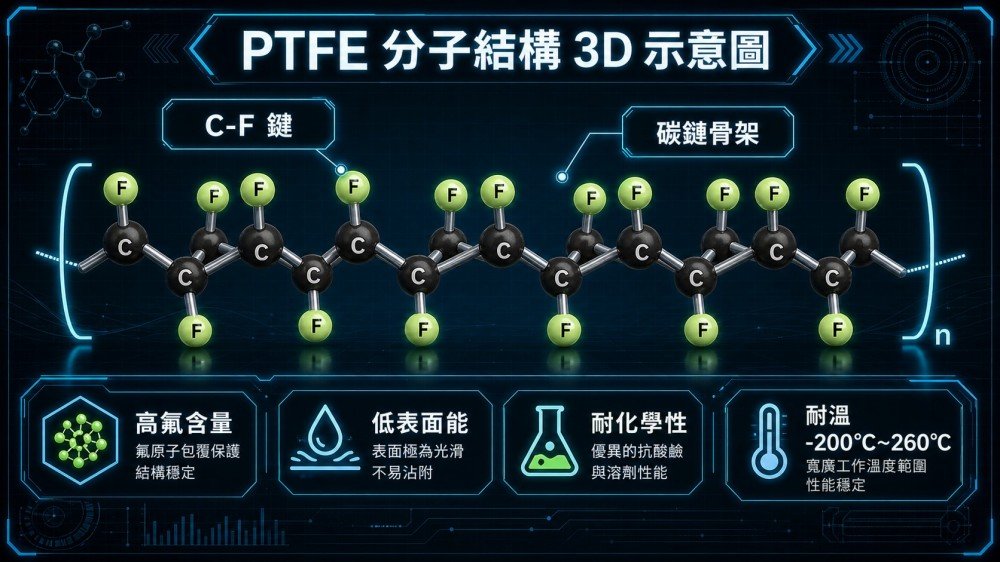
- FFKM(パーフルオロエラストマー):耐薬品性は「ゴム界のPTFE」に匹敵し、ほぼすべての化学物質に耐えるため、半導体製造プロセス(エッチングチャンバーなど)や最高級の航空宇宙機器に広く使用されています。価格はFKMの10~100倍です、必要のない場面では使用しないでください。
- HNBR(水素化ニトリルゴム):NBRをベースに耐熱性(最高150°C)と耐オゾン性を強化したもので、自動車用エアコンシステムや石油掘削において最適な素材です。
第3章:圧縮率の計算と溝の設計――エンジニアが知っておくべき数値
これは、SERPのトップ10に全く見られない技術の中核であり、B2Bエンジニアにとって最も必要な設計の指針でもあります。
圧縮率の計算式と推奨範囲
圧縮率(Compression Rate)は、Oリングのシール性能と耐用年数を決定する最も重要な設計パラメータです。計算式は以下の通りです:
W=d0−hd0100%
そのうち:
- d₀ = Oリングの断面径(自由状態における線径、mm)
- h = 溝の深さ(mm)
推奨圧縮率の範囲:
- 静的シール(軸方向/半径方向):15%~30%
- 動的往復シール:10%~20%
- 動的回転シール:5%~15%(十分な潤滑が必要です)
⚠️ 圧縮率は高ければ高いほど良いというわけではない! 圧縮率が30%を超えると、Oリングへの応力集中により寿命が大幅に短縮されるほか、高温環境下では「圧縮永久ひずみ(Compression Set)」が生じやすくなり、長期的なシール機能の喪失につながります。



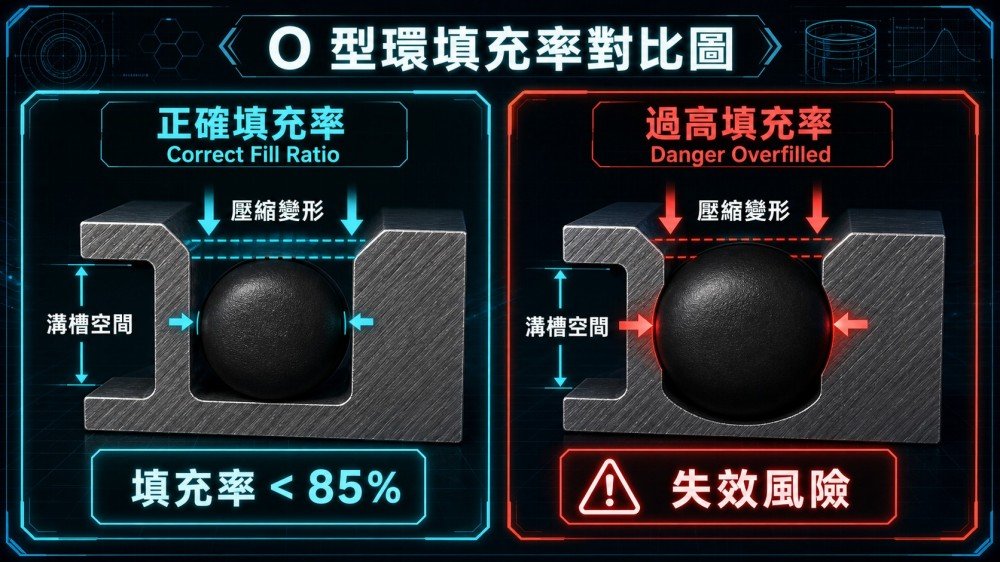
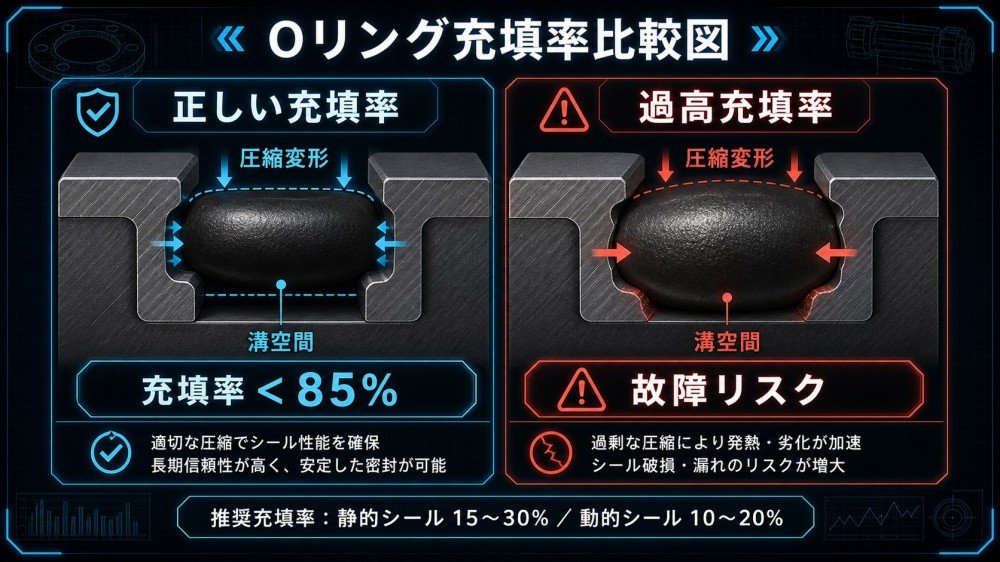
充填率:見過ごされがちなもう一つの重要なパラメータ
溝の設計においては、圧縮率に加えて、充填率(Fill Rate)は 85% 未満でなければならない。これは、溝内に以下のものを収容するのに十分なスペースを確保するためです:
- Oリング自体の寸法公差
- Oリングが流体と接触した際に生じうる吸水による膨張
- 温度上昇に伴う熱膨張
充填率が85%を超えると、Oリングが膨張する余地がなくなり、溝内に巨大な余分な応力が発生し、圧縮永久ひずみによる破損が加速される。

第4章:SOPの正しい取り付け――切り傷、歪み、ねじれの不具合を防ぐ
労働安全衛生当局およびシール部品メーカーの統計によると、不適切な取り付けはOリングの故障における最大の人為的要因です。以下の4つの手順を、工場のメンテナンスにおける標準作業手順書(SOP)としてご活用ください:
4つのステップによるSOPの導入
手順1:設置前の目視検査
新しいOリングを取り出した後、十分な光の下で、製造上の欠陥(バリ、気泡、傷)がないか入念に点検してください。引っ張ってひび割れがないか確認し、何らかの欠陥が見られた場合は直ちに交換し、使用しないでください。
ステップ2:適合する潤滑剤を塗布する
取り付け前には、Oリングの表面に、媒体と相性の良い潤滑剤(シリコーングリースやワセリンなど)。潤滑剤には3つの重要な役割があります。取り付け時の摩擦を低減して切り傷を防ぐこと、Oリングが溝にスムーズに滑り込むのを助けて歪みを防ぐこと、そしてOリング表面の微細な凹みを埋めて初期のシール効果を高めることです。
⚠️ 注意:シリコーンオイルは、シリコーン製のOリングには使用しないでください。材質の相性により、シリコーンが膨張する恐れがあります。
ステップ3:保護スリーブ法(ねじ山による切り傷を防ぐ)
Oリングを外ねじ部に装着する必要がある場合は、まずねじ径よりわずかに大きい薄肉のプロテクターチューブを被せる(またはねじ部にテープを巻く)必要があります。これにより、Oリングをプロテクターチューブで保護しながら滑り込ませ、その後プロテクターチューブを取り外します。ねじ山に無理やり直接通そうとすることが、Oリングに傷がつく最も主な原因です。
ステップ4:断面がねじれていないことを確認する(らせん状の破損を防止するため)
Oリングが完全に所定の位置に収まったら、指で溝に沿って軽く一周転がし、Oリングの全周にわたって色や光沢が均一であるかを目視で確認してください。ある部分に明らかな光沢の歪みが認められる場合は、断面が歪んでいることを示しているため、取り外して再度取り付ける必要があります。断面が歪んだOリングを組み込むことが、将来的なねじれによる破損の始まりとなる。



第5章:8つの主な故障原因診断マニュアル――なぜOリングから漏れが続くのか?


故障診断クイックリファレンス表
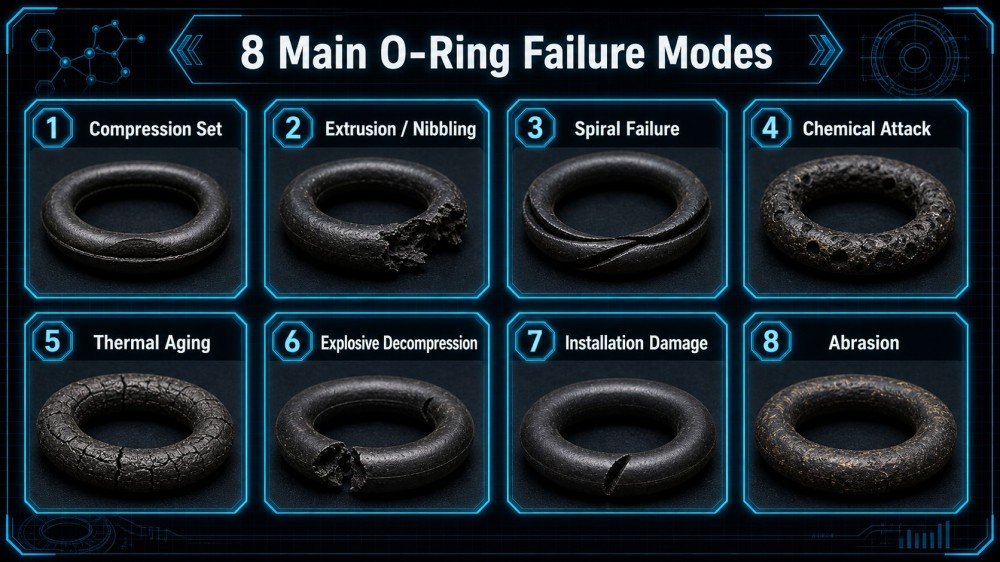
| 故障モード | 肉眼による識別特徴 | 最も一般的な原因 | 対応する解法 |
| 圧縮永久ひずみ(Compression Set) | Oリングの断面は扁平な形状を呈し、円形の輪郭を失い、弾力性を失っている | 圧縮率が高すぎる、温度が高すぎる、材質の硬度が不足している | 圧縮率を推奨値まで下げる;FKMやHNBRなどの耐熱性素材にアップグレードする |
| 押出による破損(Extrusion) | Oリングの縁に、かみそりで切り取ったようなギザギザ状の突起が見られる | システム圧力が過大、溝のクリアランスが大きすぎる、硬度が不足している | 押し出し防止リング(バックアップリング)を取り付ける。硬度の高い(ショアA 80~90)Oリングを選定する。 |
| スパイラル破壊(Spiral Failure) | Oリングの表面には規則的な斜めの切り込みがあり、一周にわたって光沢面とつや消し面が交互に現れている。 | 動的往復シールにおいて潤滑が不十分であり、断面がねじれた後も往復運動が継続する | 潤滑剤の使用量を増やす;取り付け時に断面が歪んでいないことを確認する;溝の幅を適切に広げる |
| 化学腐食(Chemical Attack) | Oリングの表面に泡状の膨らみが生じたり、広範囲に溶解・ひび割れが見られたり、体積が異常に膨張したりする | 材質と媒体の相容性が悪い(例:NBRがケトン類と接触する場合、シリコーンが鉱物油と接触する場合など) | 材質の適合性を再確認し、FKM または FFKM にアップグレードする |
| 熱劣化(Thermal Degradation) | Oリングの表面に微細なひび割れが生じ、材質が硬く脆くなり、曲げると簡単に折れてしまう | 高温環境下で長期間稼働し、材質の耐熱限界を超えている | 耐熱性の高いFKMにアップグレードする。実際の使用温度が材質の仕様範囲内であることを確認する。 |
| 爆発的減圧(Explosive Decompression) | Oリングの表面に「ポップコーン」のような凹みや亀裂が生じ、内部から破裂している | ガスシステムにおいて、高圧ガスがOリングの微細な孔に浸透し、急激な減圧時にガスが内部で膨張して破裂する。 | 低浸透性の材料(HNBR や FFKM など)を採用する;減圧速度を制御する |
| 設置による損傷(Installation Damage) | Oリングの表面に、すっきりとした切り跡や、整然とした切れ目がある | 取り付け時に潤滑剤や保護スリーブを使用しなかったため、ねじ山や鋭利なエッジによって切り傷を負った | SOPの設置を義務付ける:潤滑 + 保護スリーブ + 溝の縁のバリ取り |
| 摩耗による破損(Abrasion) | Oリングの接触面の一方に平面状の摩耗が生じ、断面が円形ではなくなっている | 動的シールにおいて、表面粗さが過大であるか、あるいは潤滑不足により、金属同士が直接摩擦している | 溝の接触面の粗さ(Ra ≤ 0.8μm)を改善する;潤滑の頻度を増やす |
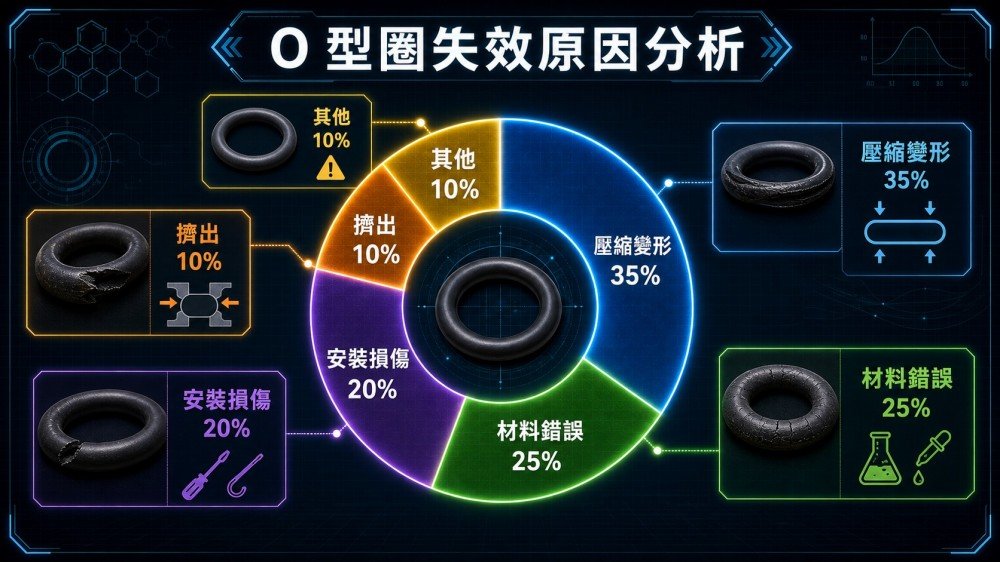
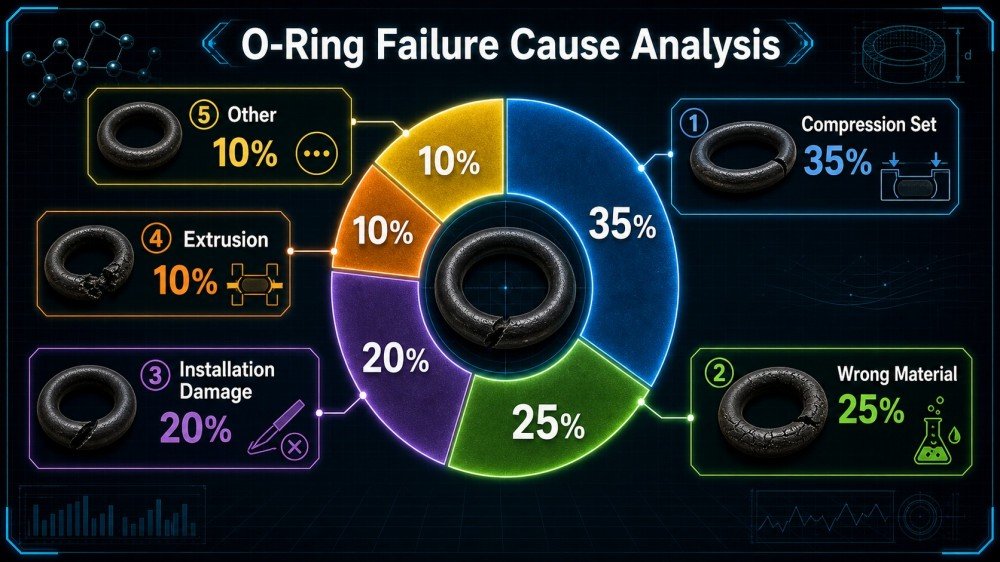
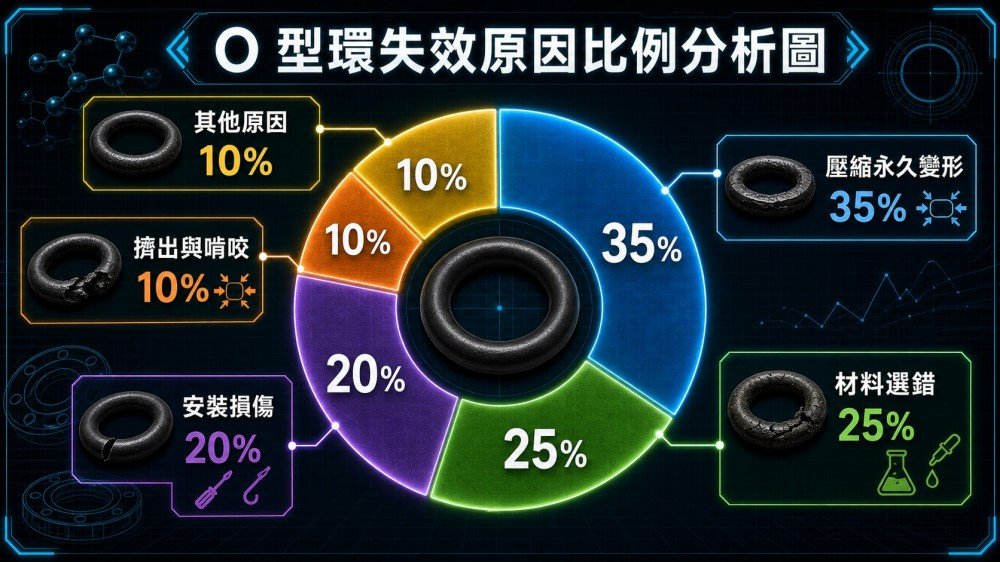
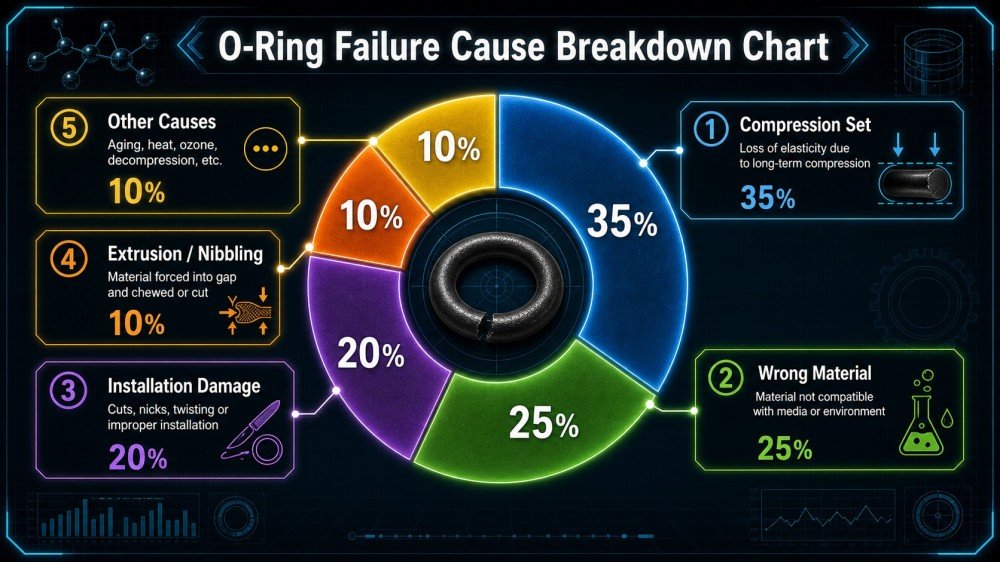
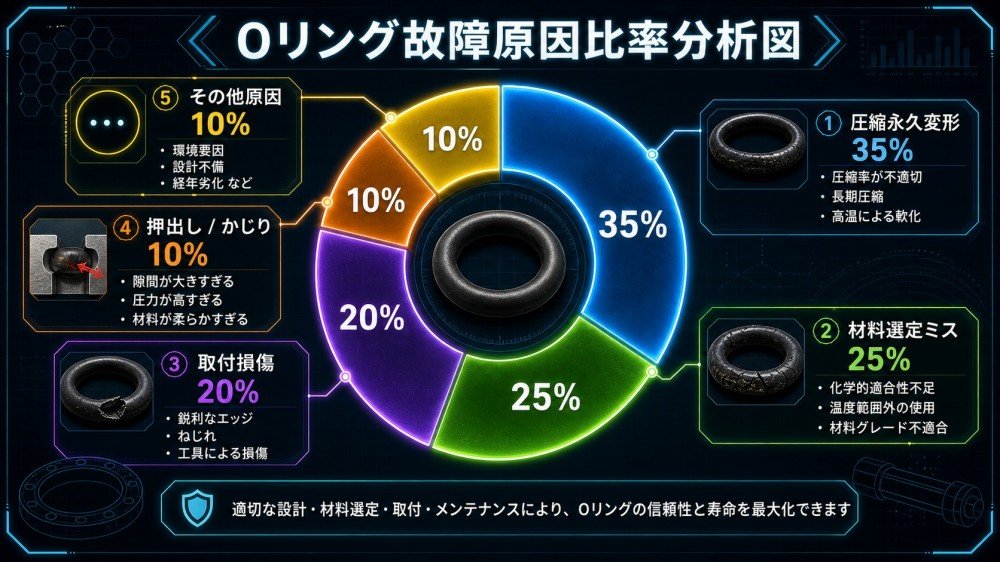
故障原因の割合を示す円グラフ

第6章:Oリングに関する誤解を解くFAQ(全10問)
Q1:Oリングは再利用できますか?
静的シール用のOリングは、一度取り外した後は、原則として再使用しないことをお勧めします。Oリングは溝内で長期間にわたり塑性変形状態を維持しているため、通常、2回目の取り付け時に元のシール効果を発揮するのに十分な復元力を失っています。動的シール部品については、さらに設備のメンテナンス周期に従って、定期的に交換することが必須です。
Q2:シリコーン製のOリングは耐油性がありますか?
耐性がありません。これは最も広く流布している危険な誤解です。シリコーン(Silicone)は、その外観や手触りから「高性能」という印象を与えますが、鉱物油、ガソリン、潤滑油に対する耐性は極めて低く、これらに接触すると急速に膨張して機能しなくなります。耐油性が必要な環境では、NBRまたはFKMを選択してください。
Q3:スパイラル・フェイルチャー(Spiral Failure)とは何ですか?
これは動的往復シールに特有の故障モードである。Oリングが往復運動を行う際、摩擦力がその回転抵抗を上回ると、Oリングの断面は溝の中で移動しながら回転し、最終的には「らせん状」にねじれ、シール面に規則的な斜めのキズが生じる。摩耗による故障との違い:螺旋状の故障による傷は「45°の斜め方向が交互に現れる」のに対し、摩耗によるものは「片側の平面摩耗」となる。
Q4:FFKMとFKMは、一体どこが違うのですか?
FKM(フッ素ゴム)のフッ素含有量は約 66% で、優れた耐薬品性を備えています。FFKM(パーフルオロエラストマー)のフッ素含有量は70%以上に近く、ほぼすべての化学媒体(FKMが耐えられないケトン類、エステル類、強酸化剤を含む)に耐えることができます。FFKMは半導体製造プロセスのプラズマエッチングチャンバーに広く使用されていますが、その価格はFKMの10~100倍であるため、必要がない場合はアップグレードしないでください。
Q5:Oリングの圧縮率はどのように計算しますか?
式 W = (d₀ – h) / d₀ × 100% を使用します。ここで、d₀ は O リングの断面径、h は溝の深さです。静的シールにおける推奨値は 15%~30%、動的往復シールでは 10%~20% です。圧縮率が 10% 未満の場合、シール効果が不十分となり、30% を超えると寿命が大幅に短縮されます。



Q6:NBRとEPDMは見た目がほとんど同じですが、どのように見分ければよいですか?
最も簡単な方法は「油浸試験」です。試料をエンジンオイルに24時間浸した後、取り出します。体積が著しく膨張している(>15%)場合はEPDMであり、体積がほとんど変化していない場合はNBRです。燃焼法:EPDMは燃焼時に白い炎を、NBRはオレンジがかった赤い炎を放ちます。
Q7:高圧下でOリングが押し出されるのを防ぐにはどうすればよいですか?
3つの方法があります:① バックアップリング(Back-up Ring)を取り付ける。通常、PTFE製で、Oリングの低圧側に設置し、Oリングが隙間へ押し込まれるのを物理的に防ぎます;② 溝のクリアランスを小さくする(嵌合公差を狭める);③ より硬度の高いOリング(ショアA80または90)に交換する。
Q8:Oリングを取り付けた後も漏れが続く場合、そのままさらに強く締め付けても大丈夫ですか?
いけません。静的なフランジ面シールの場合、「さらに強く締め付ける」と圧縮率が基準値を超えてしまい、かえって圧縮永久歪みが早く生じる恐れがあります。正しい手順は、まず運転を停止して圧力を抜き、材料の選定が適切か、溝の寸法が規格通りか、取り付け時に断面がねじれていないかを確認することです。確認後、新品のOリングに交換し、規格通りに再度締め付けを行ってください。
Q9:Oリングを低温環境で使用する際、特に注意すべき点はありますか?
一般的なゴム製のOリングは、低温下で硬化し、復元力を失います。NBRは-30°C以下、FKMは-20°C以下では、シール性能が大幅に低下します。極低温環境(液化天然ガス(LNG)システムなど)では、シリコーン(-50°Cまで耐えられる)または特殊な低温用FKM配合材を選択する必要があります。
Q10:私のOリングの規格に「P-20 JIS B2401」と記載されていますが、これはどういう意味ですか?
これは日本工業規格(JIS)のOリング規格記号です。「P」は「Packing」適合シリーズ(軸径との嵌合によるラジアルシール用)を表し、「20」は対応する公称軸径(約20mm)を表します。Pシリーズ以外にも、JISにはGシリーズ(一般静的嵌合)、Vシリーズ(真空用)などがあります。調達の際は、規格シリーズ、内径(ID)、断面径(CS)の3つの数値が完全に一致していることを確認する必要があります。


まとめ:適切なOリングを選ぶことが、工場の故障ゼロへの第一歩です
Oリングの適切な選定は、単にカタログを調べるだけで済む作業ではなく、媒体との適合性、圧縮率の設計、動的・静的取り付けに関する標準作業手順(SOP)、および長期的な故障防止を同時に考慮した体系的なエンジニアリングが必要です。本ガイドが、貴社の工場保守マニュアルの隣に置いて、最も頻繁に参照される資料の一つとなることを願っています。
まだ感覚だけで材料を選んでいますか?エンジニアの皆様のために、「4大材料互換性マトリックス」と「圧縮率/溝深さのクイック計算表」をご用意しました。完全無料でダウンロードできます。