PVDF (polyvinylidene fluoride) is the most unique member of the fluoropolymer family—it is not only a “chemical-resistant engineering plastic,” but also currently the only material that simultaneously possessesPiezoelectricity, thermoelectricity, high strength, fusiblePolymer materials with four distinct properties. From ultrapure water piping components in Taiwanese semiconductor factories and corrosion-resistant pumps in petrochemical plants to lithium-ion battery cathode binders, Kynar-coated architectural curtain walls, and medical ultrasound sensors—PVDF’s applications span the industrial, electronics, medical, and consumer markets.
However, PVDF is also one of the most misunderstood materials on the market: “Isn’t PVDF just Teflon, with a temperature resistance of 260°C?” “Can PVDF ultrafiltration membranes be used to produce drinking water?” “PVDF is being phased out in batteries—does this material even have a future?” Every year, these misconceptions lead to a large number of material selection errors and procurement waste in Taiwan.
This guide compiles Grade Selection Matrix, Chemical Compatibility Restrictions, Processing SOP, Comparison of Competitor Materials, Industry Trends, and 10 FAQs...to help engineers and procurement professionals build a comprehensive understanding of PVDF in one go.
Chapter 1: What Is PVDF? Molecular Structure and Key Advantages
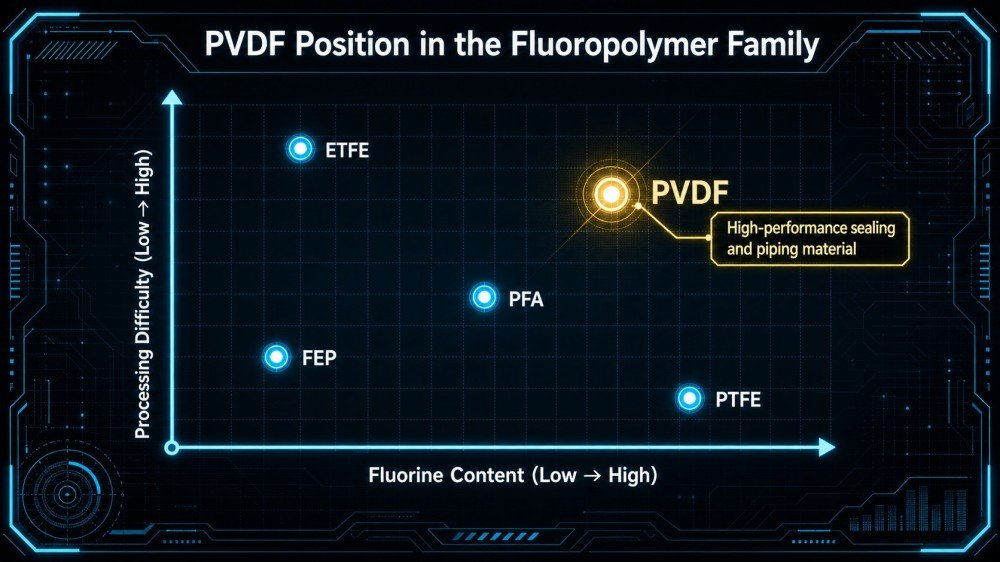
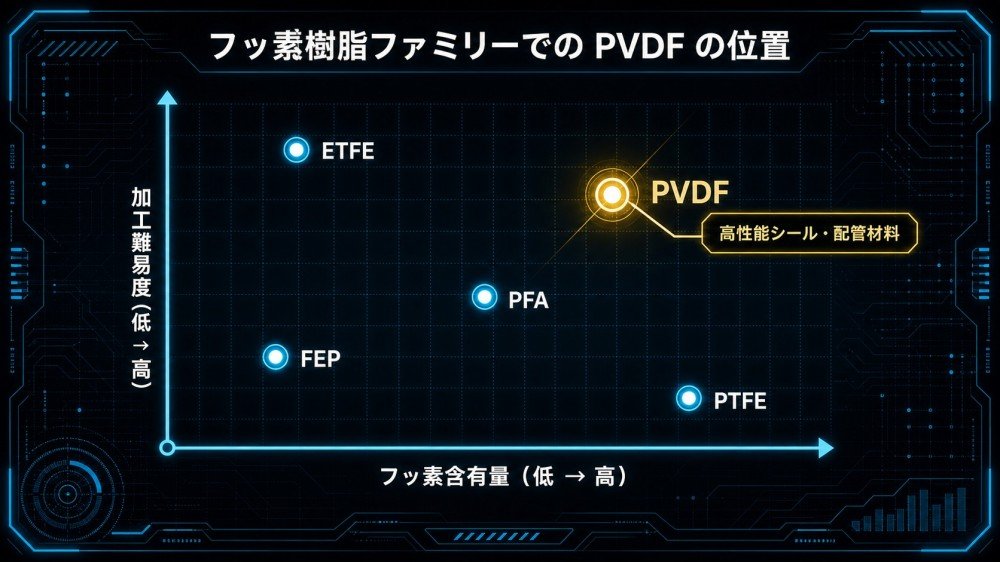
Chemical Structure: The Golden Balance Point of 59% in Terms of Fluorine Content
The chemical structure of PVDF consists of –CH₂–CF₂– Repeating unit composition, fluorine content approximately 59%. This figure is key to understanding PVDF’s position within the family of fluoroplastics:
| Materials | Fluorine content | Long-term temperature resistance | Mechanical Strength | Melt-processable |
| PTFE | 76% | 260°C | ★★ | ❌ Powder Sintering |
| PFA | 76% | 260°C | ★★★ | ✅ |
| FEP | 76% | 200°C | ★★ | ✅ |
| PVDF | 59% | 120°C | ★★★★★ | ✅ |
| ETFE | 40% | 150°C | ★★★★ | ✅ |
The semi-crystalline structure of PVDF (with a crystallinity of approximately 50–60%) allows it to combine the high rigidity of its crystalline regions with the toughness of its amorphous regions; this is the fundamental reason why its mechanical strength far exceeds that of PTFE.
Five Core Features
| Performance Indicators | Value | Meaning |
| Long-term operating temperature | 120°C | Lower than PTFE/PFA (260°C), but significantly higher than typical engineering plastics |
| Tensile strength | 50–55 MPa | Approximately 2.5 times that of PTFE |
| Modulus of Bending | 2,000–2,500 MPa | Significantly higher than PTFE (400 MPa); can be used for structural components |
| Water absorption rate | < 0.04% | Extremely low, with excellent dimensional stability |
| Dielectric constant | 8–10 (1 kHz) | Far superior to other fluoroplastics, a key foundation for piezoelectric applications |

Chapter 2: Complete Selection Matrix for the Five Major Grades of PVDF
The most common mistake in selecting PVDF is not choosing the wrong material, but ratherChoosing the wrong difficulty level for the right scenario. In the industrial market, PVDF is primarily classified into the following five grades:
Five Levels × Use Cases × Exclusion Criteria
| Level | Features | Core Strengths | Typical Applications | ⛔ Prohibited Scenarios |
| Pure PVDF (pure material) | Unlined, translucent off-white | Broadest chemical compatibility, best electrical insulation, lowest metal leaching | Ultra-pure water fittings for the semiconductor industry, electrical insulation components, and substrate materials for water treatment membranes | ❌ High-load sliding wear; ❌ Not suitable for high-temperature applications (>120°C) |
| Glass-Filled PVDF (GF20/GF30) | 20–30% Glass Fiber-Filled | Rigidity and creep resistance are improved by 30–50%, with better dimensional stability | Pressure-bearing structural components, high-pressure pipe fittings, pump housings | ❌ Glass fiber particles affect surface smoothness; ❌ Slightly reduced chemical compatibility |
| High-Purity PVDF (Ultra-Pure) | Special purification process that controls metal ions to the ppb level | Extremely low ion leaching, causing no contamination of ultrapure water or process fluids | CMP slurry piping, etchant delivery, and UPW systems for semiconductor fabs | ❌ The price is approximately 2 to 3 times that of industrial-grade products; ❌ Not suitable for general industrial piping |
| Battery-Grade PVDF | High-molecular-weight powder, soluble in NMP, with excellent film-forming properties | High viscosity, strong adhesion, and excellent electrochemical stability after cathode slurry preparation | Lithium-Ion Battery Cathode Binder (LFP, NMC, NCA Cathodes) | ❌ For battery slurry preparation only; ❌ Dissolves in strongly polar solvents (not for structural applications) |
| ELS PVDF (Electrostatic Dissipative Grade) | With the addition of carbon black or carbon nanotubes, the surface resistance is 10⁴–10⁸ Ω/sq | Precise electrostatic dissipation without sparking | Semiconductor wafer carriers, IC test fixtures, cleanroom components | ❌ Conductive fillers reduce chemical resistance; ❌ The cost is significantly higher than that of Pure PVDF |
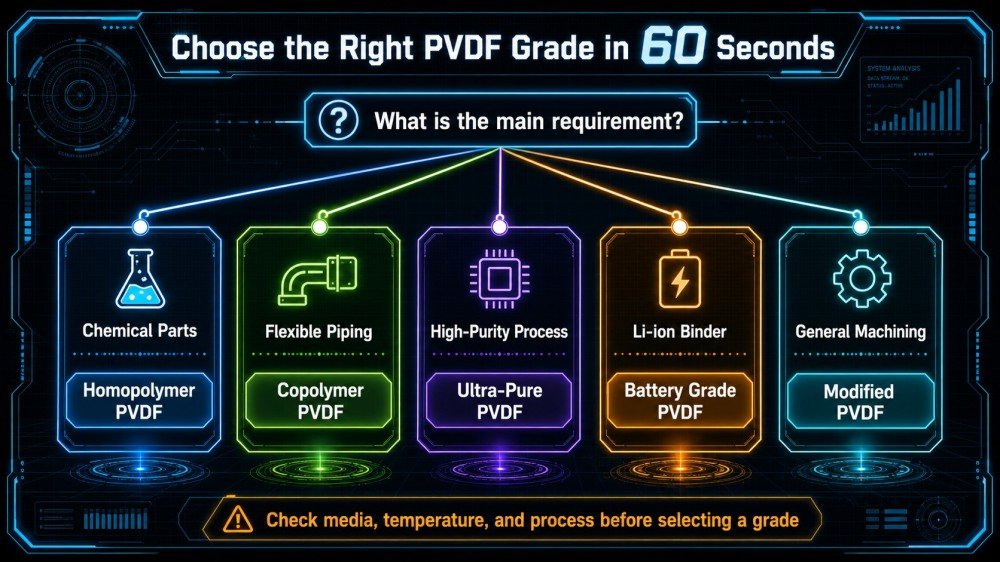
Quick Product Selection Decision Tree
- Requires the transport of high-purity chemicals (semiconductors) → High-purity PVDF
- Requires general resistance to chemical liquids during transport → Pure PVDF
- High-pressure load-bearing structural components are required → GF30 PVDF
- Requires electrostatic dissipation (semiconductor fixtures) → ELS PVDF
- Lithium-ion battery cathode slurry preparation is required → Battery-grade PVDF powder


Chapter 3: A Comprehensive Guide to Chemical Compatibility—"Resistant to All Chemicals" Is the Most Dangerous Misconception
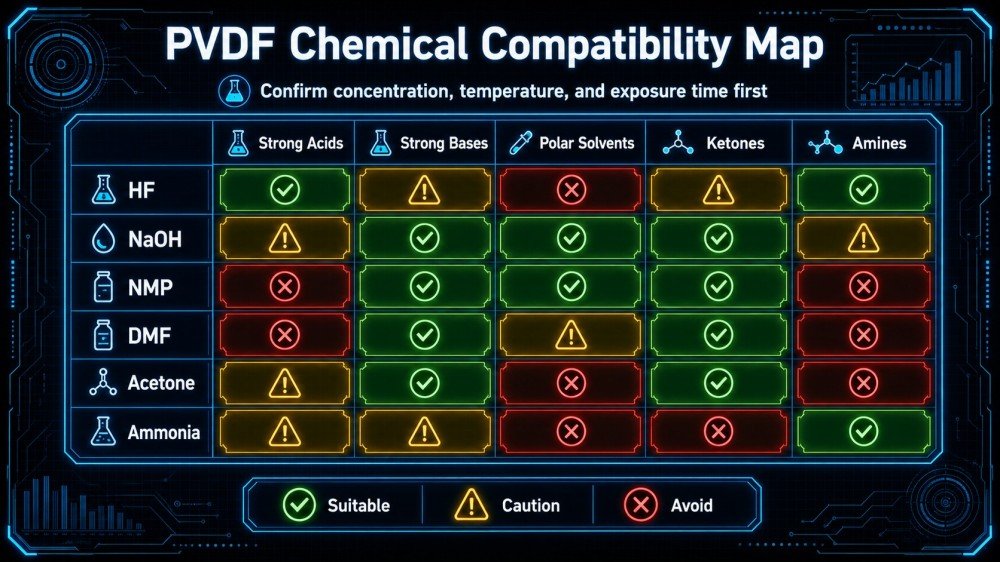
PVDF has extremely broad chemical compatibility and is resistant to most acids, alkalis, halogens, and oils. However, **“resistant to most” does not mean “invincible”**—there are three types of media capable of breaching PVDF’s defenses:
PVDF Chemical Compatibility Quick Reference Chart
| Media Type | Specific examples | Compatibility | Notes |
| Dilute hydrochloric acid (<37%) | HCl | ✅ | Excellent at room temperature |
| Dilute sulfuric acid (<70%) | H₂SO₄ | ✅ | Excellent at room temperature |
| Concentrated sulfuric acid (>96%) | Fuming sulfuric acid | ❌ | Directly Targeting the Molecular Chain |
| Concentrated nitric acid (>50%) | Nitric acid (smoking) | ❌ | It is especially dangerous in high temperatures |
| Hydrofluoric acid (any concentration) | HF | ✅ | Key Advantages of PVDF |
| Strong alkali (<50%) | NaOH | ✅ | Stable at room temperature |
| Strong alkali (>50%, high temperature) | Hot, concentrated NaOH | ⚠️ | It degrades significantly at temperatures above 60°C |
| Organic Solvents (Polar) | DMSO, DMF, NMP | ❌ | The fact that PVDF itself dissolves in NMP during battery slurry preparation serves as proof. |
| Organic Solvents (Nonpolar) | Mineral oil, diesel fuel | ✅ | Advantages |
| Chlorine (gaseous/aqueous solution) | Cl₂, sodium hypochlorite | ✅ | Key Advantages of Water Treatment Disinfection |
| Ketones | Acetone, MEK | ⚠️ | Partial swelling; testing required |
| Aromatic solvents | Benzene, Toluene | ⚠️ | Mild swelling; avoid prolonged contact |
Three Major Chemical Compatibility Restrictions
Restricted Area 1: Highly Concentrated, Strongly Oxidizing Acids
High-concentration sulfuric acid (>96%) and nitric acid (>50%) can directly attack the polymer backbone of PVDF, causing molecular chain breakage. The risk increases dramatically with rising temperature—while only minor surface erosion may occur at room temperature, complete failure can result within a few hours at temperatures above 80°C. Alternative recommendation: Switch to PTFE 或 PFA。
Restricted Area 2: Highly Polar Organic Solvents (Causing Swelling)
Highly polar solvents such as DMSO, DMF, NMP, and THF can penetrate the amorphous regions of PVDF, causing volume expansion and a decline in mechanical properties. The most direct example is when battery slurry engineers use battery-grade PVDF powderSoluble in NMP Forming a slurry—this also illustrates that the claim that “PVDF is resistant to all chemicals” is the most dangerous misconception.
Pitfall #3: The Temperature Cumulative Effect (The Most Easily Overlooked Pitfall)
“Compatibility of a single medium at room temperature” does not mean “compatibility under high temperature, high concentration, and prolonged immersion.” For every 10°C increase in temperature, the rate of chemical reaction approximately doubles. A combination that was originally “barely compatible” may deteriorate rapidly when these conditions are combined. Practical principle: For any severe operating conditions, always request from the supplier a solution specifically designed forSpecific medium + temperature + concentration combinationsActual TDS measurements.
Chapter 4: PVDF Processing SOP—Key Points for Injection Molding, Extrusion, and CNC Machining
Key Parameters in Injection Molding
The injection molding conditions for PVDF are more demanding than those for typical engineering plastics. The key parameters are as follows:
| Parameters | Scope of Recommendations | Important Notes |
| Barrel Temperature | 220–280°C | It begins to decompose at temperatures above 300°C, releasing toxic HF gas. |
| Mold Temperature | 80–120°C | Low mold temperature reduces crystallinity, affecting mechanical properties and chemical compatibility. |
| Ejection Speed | Low-to-medium speed | High shear rates accelerate degradation |
| Back Pressure | Low back pressure | Prevent the buildup of shear heat |
| Drying Conditions | 80°C × 4 hours | PVDF has a low moisture absorption rate but still requires pre-drying |
Key Points of CNC Machining
CNC machining of PVDF is relatively easy, but there are the following key considerations:
Tool Selection: We recommend using carbide cutting tools; PVDF has machining characteristics similar to those of aluminum alloys, but it is more ductile, so care must be taken to prevent long chips from becoming entangled in the tool.
Cutting Speed: Recommended milling speed: 200–400 m/min; recommended turning speed: 100–300 m/min. PVDF has poor thermal conductivity (0.17 W/m·K); it is recommended to use compressed air blowing or water-soluble cutting fluid to dissipate the heat generated during machining.
Post-machining annealing: For precision parts (tolerance < ±0.05 mm), it is recommended that after machining, 100°C × 2 hours Perform stress-relief annealing to prevent residual stresses from causing subsequent dimensional changes.
The use of oil-based cutting fluids is prohibited.: Although mineral oil is compatible with PVDF, oil residues on the surfaces of components used in semiconductor or high-purity applications are extremely difficult to remove and can cause contamination during subsequent assembly.
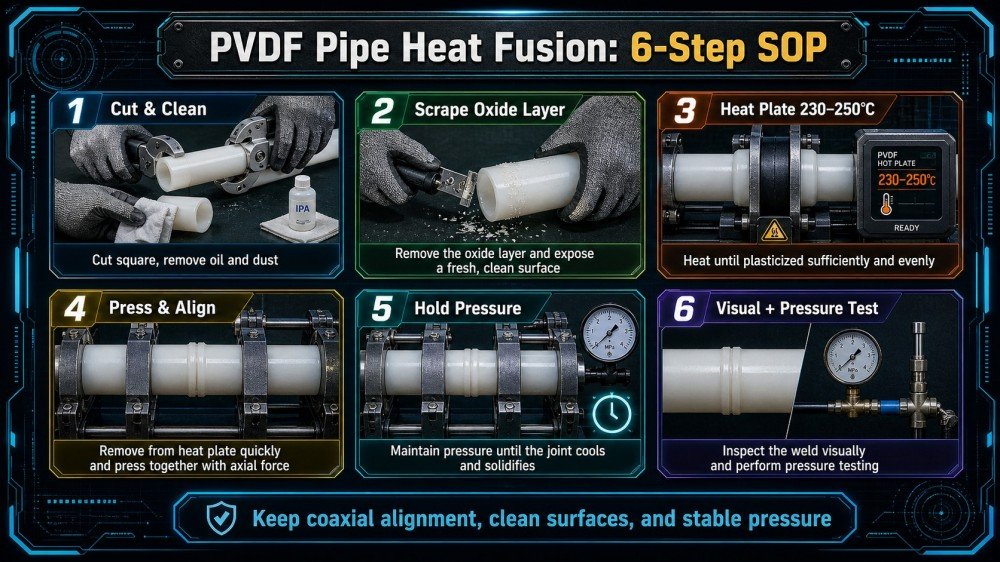
Hot-Melt Welding SOP (Fitting Installation)
The most common mistake made during on-site installation of PVDF pipe fittings is improper control of the welding temperature:
| Welding Methods | Heating Temperature | Applicable Pipe Diameter | Important Notes |
| Hot Plate Butt Fusion | 230–250°C | DN 25 and above | After the hot plate is removed, the butt weld must be completed within 5 seconds; otherwise, the joint strength will be insufficient. |
| Electrofusion | Electrically Heated with Automatic Temperature Control | DN 20–200 | The oxide layer must be completely scraped off the surfaces of the pipe fittings at both ends of the joint. |
| Hot Gas Welding | 280–320°C (hot air) | Panel Repair | The filler rod must be made of PVDF of the same grade as the base material. |


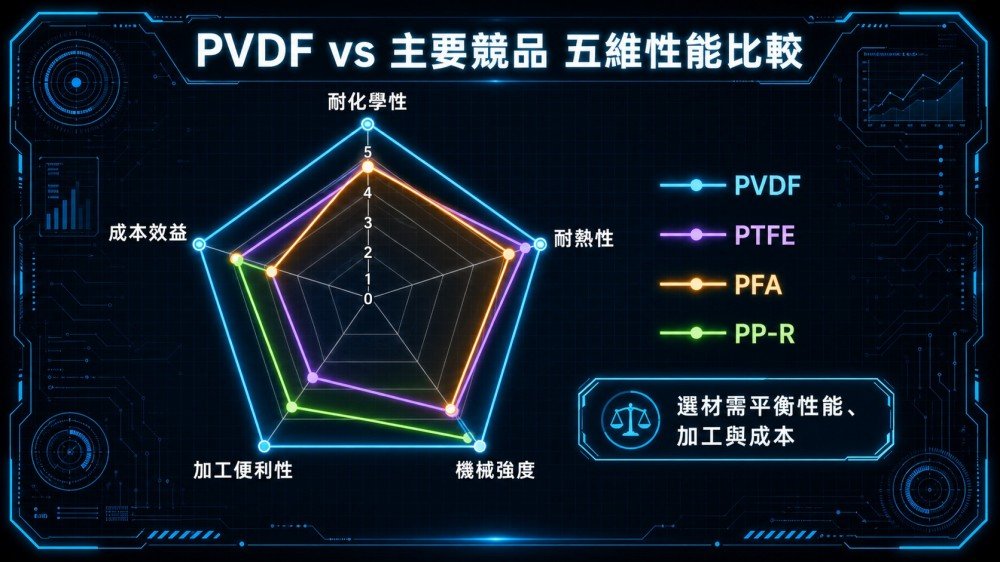
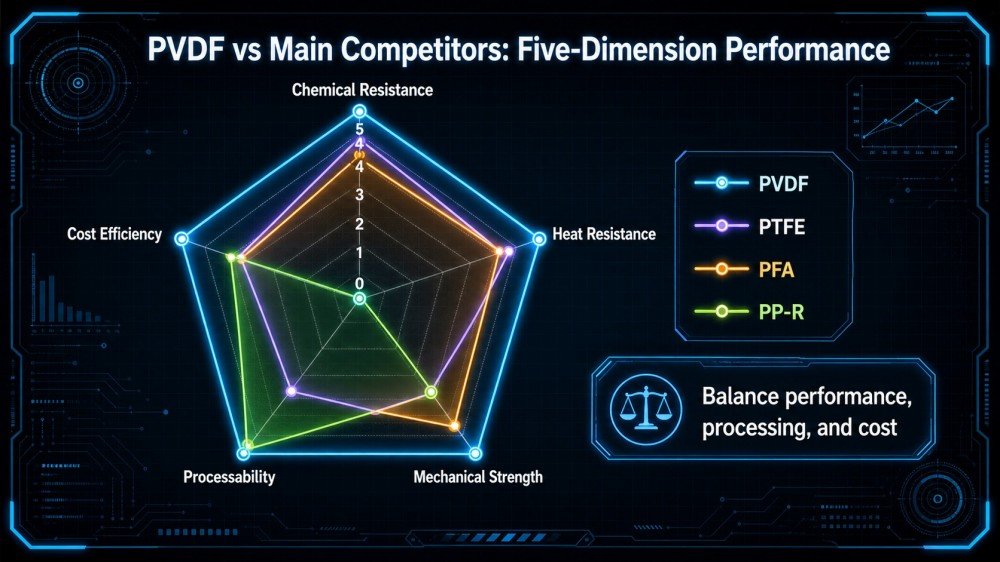
Chapter 5: In-Depth Comparison of PVDF vs. Competitive Materials
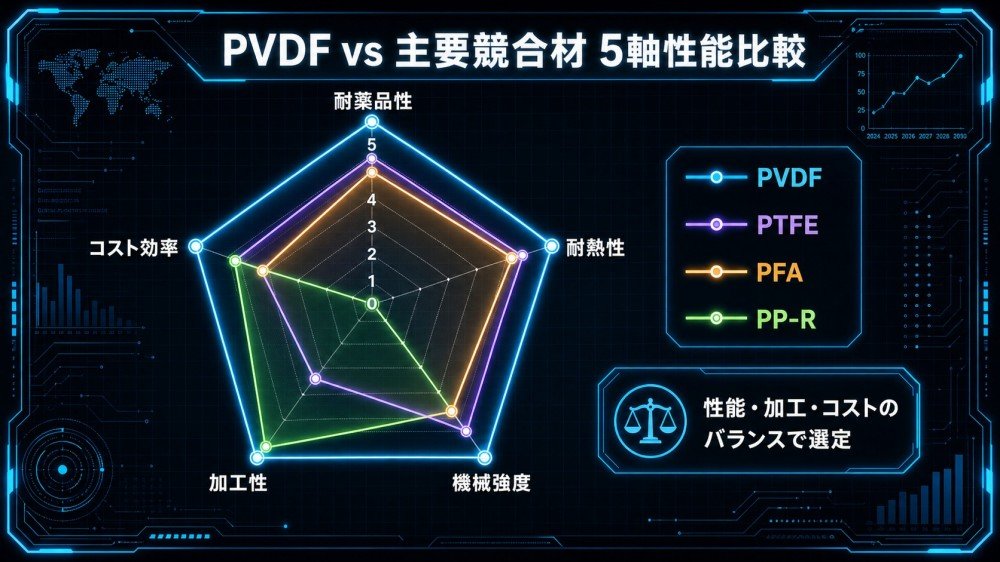
A Comprehensive Comparison with Major Competitors
| Dimensions of Comparison | PVDF | PTFE | PFA | UHMWPE | PP-R |
| Long-term temperature resistance | 120°C | 260°C | 260°C | 80°C | 95°C |
| Tensile strength | ★★★★★ | ★★ | ★★★ | ★★★ | ★★ |
| Resistant to HF (hydrofluoric acid) | ✅ | ✅ | ✅ | ❌ | ❌ |
| Concentrated sulfuric acid | ❌ | ✅ | ✅ | ❌ | ❌ |
| Chlorine-resistant | ✅ | ✅ | ✅ | ⚠️ | ❌ |
| Injection-moldable | ✅ | ❌ | ✅ | ❌ | ✅ |
| Piezoelectricity | ✅ | ❌ | ❌ | ❌ | ❌ |
| Relative Cost | ★★★★ | ★★★ | ★★★★★ | ★★ | ★ |
| Food/Medical Compliance | ✅ | ✅ | ✅ | ✅ | ⚠️ |
A Clear Explanation of Material Selection Criteria in a Single Sentence
- Chemical piping that must withstand temperatures >120°C → Skip PVDF, choose PFA
- Requires the broadest chemical compatibility (including concentrated sulfuric acid) → Skip PVDF, choose PTFE or PFA
- Requires high strength + HF resistance + injection moldability → PVDF is the only option
- Piezoelectric sensing capability is required → PVDF is the only thermoplastic option
- We need ultra-low-cost, alkali-resistant piping → Consider PP-R(The performance gap is enormous, but the cost advantage is clear.)


Chapter 6: An In-Depth Analysis of PVDF Applications in Four Major Industries
Application 1: Semiconductor and Electronics Manufacturing
The core of PVDF's application in semiconductor fabs isUltrapure Water (UPW) and Chemical Delivery Piping. Semiconductor manufacturing processes place extremely stringent requirements on tubing: metal ion leaching must be controlled at the ppb or even ppt level, as even the slightest contamination can result in the scrapping of wafers.
The advantages of ultra-pure PVDF in this scenario are:
- Metal ion precipitation (Na, Fe, Ca, etc.) < 1 ppb
- Semiconductor process chemicals such as hydrofluoric acid (HF), phosphoric acid (H₃PO₄), and hydrogen peroxide (H₂O₂)
- Ultrasonic welding can be used; there is no risk of metal contamination at the joint.
- It is approximately 30–50% cheaper than PFA, making it the best value-for-money choice for process steps that do not require high-temperature resistance.
Important Notes: For PVDF used in semiconductors, suppliers must be required to provideICP-MS Metal Precipitation Test Report, and confirm that it is certified as “semiconductor/high-purity grade,” rather than general-purpose industrial tubing.
Application 2: Water Treatment (Ultrafiltration Membranes)
PVDF hollow fiber ultrafiltration (UF) membranes are currently the mainstream technology for advanced water purification in water treatment plants worldwide. The key advantages of PVDF in membrane manufacturing applications are:
- Extremely resistant to chlorine: Can withstand chemical cleaning with high-concentration sodium hypochlorite (NaOCl) and has a significantly longer service life than PES (polyethersulfone) membranes
- High mechanical strength: The walls of hollow fiber tubes are resistant to breakage, reducing the risk of membrane fiber breakage and leaks.
- Uniform pore size: Pore sizes ranging from 0.03 to 0.1 μm effectively trap bacteria (>0.2 μm), colloids, and suspended solids
Several water treatment plants in Taiwan (including those in the Kaohsiung area) have adopted PVDF ultrafiltration membranes as part of their advanced water purification processes, with a daily treatment capacity of tens of thousands of metric tons.
Application 3: Lithium-ion Batteries (Cathode Binder)
PVDF is currently the mainstream material used as a binder in lithium-ion battery cathodes. Its primary function is:
- Adhesion Function: Adhering the cathode active material (LFP, NMC, NCA) to the aluminum foil current collector
- Electrochemical Stability: No redox reactions occur within the charge-discharge voltage window (3.0–4.3 V)
- Film-forming properties: When dissolved in NMP, it can be evenly applied to the surface of aluminum foil to form a dense electrode
The Greatest Threat to PVDF Adhesives: The technical maturity of fluorine-free aqueous binders (CMC+SBR, PAA series) is rapidly improving. Aqueous binders eliminate the need for NMP solvent (reducing pulp production costs by approximately 30%) and are more environmentally friendly. By 2024, some manufacturers had already achieved mass production of LFP cathodes using these alternatives, and PVDF’s market share in the battery binder market is expected to gradually decline between 2026 and 2030.
Application 4: Architectural Coatings (Kynar 500® Series)
The application of PVDF in the market for metal coatings for building exteriors, as exemplified by Arkema’s Kynar 500® Brand certification represents the highest standard. The Kynar 500® formulation specifies that the PVDF resin content in the coating must be ≥ 70%, providing:
- UV-resistant: Color retention for over 20 years (meets the highest grade specifications of AAMA 2605)
- Resistant to acid rain: Long-term resistance to corrosion from acidic pollutants
- Self-cleaning: Its low surface energy makes it difficult for dirt to adhere
Most aluminum panels used in the curtain walls of high-rise buildings in Taiwan are coated with Kynar 500®-certified coatings. When purchasing, be sure to ask the supplier to provide Kynar 500® License Certificate, Unauthorized “PVDF coatings” cannot guarantee performance standards.
Chapter 7: Current State of the PVDF Market and Industry Trends
Global Market Size
- Global PVDF Market Size in 2024: Approximately $1.3–2.7 billion (including coated products)
- CAGR (2024–2031): Approx. 5.31 TP3T
- The biggest driver of growth: Water treatment (Southeast Asia, Middle East), lithium-ion batteries (China and the U.S.), semiconductors (Taiwan, South Korea, Japan)
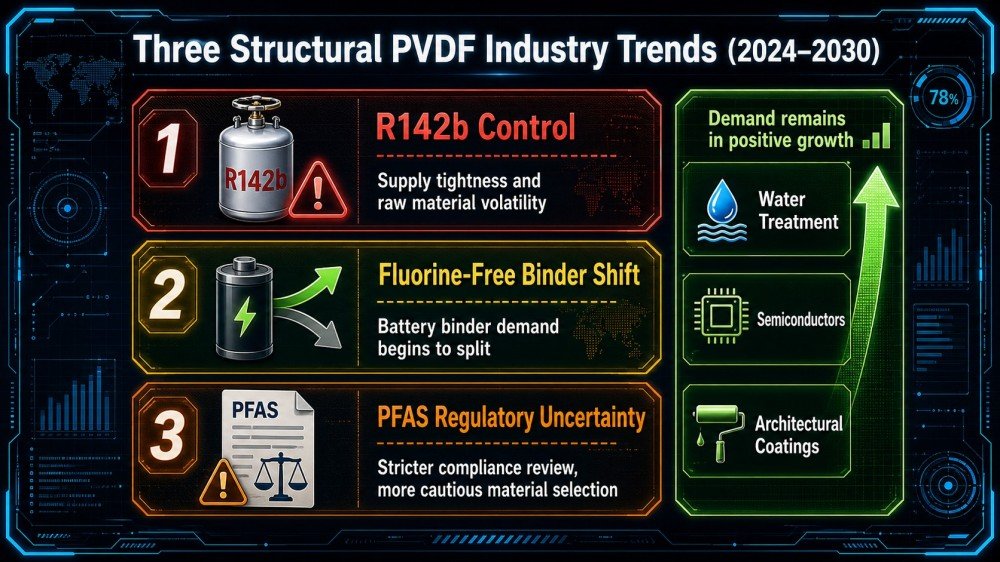
Three Major Structural Trends
Trend 1: R142b Raw Material Controls Tighten Supply
R142b (1-chloro-1,1-difluoroethane), the primary feedstock for PVDF, has been included under the Montreal Protocol due to its ozone-depleting properties, and new R142b production capacity in China is subject to strict approval procedures. This has led to medium- to long-term supply constraints in the global PVDF feedstock market, creating cost pressures for lithium-ion battery manufacturers that require large quantities of battery-grade PVDF.
Trend 2: Shift to Fluorine-Free Binders; Battery Market Enters a Period of Structural Adjustment
Fluorine-free cathode binders entered mass production in 2024, and some battery manufacturers have begun to adopt them on a large scale for LFP cathodes. The period from 2026 to 2028 is expected to be a critical window during which the market share of PVDF battery binders will decline at an accelerated rate. However, demand for PVDF in water treatment, semiconductors, and architectural coatings remains unaffected, and the overall market continues to grow.
Trend 3: PFAS Environmental Regulations Cause Fluctuations in Market Confidence
Although the draft EU PFAS restriction regulation does not currently explicitly ban PVDF (fluorinated materials in polymer form are fundamentally different from small-molecule contaminants such as PFOA and PFOS in the regulatory review), there remains uncertainty in the market regarding the “long-term compliance risks associated with fluorinated materials,” and some downstream manufacturers have already begun evaluating alternative solutions in advance.


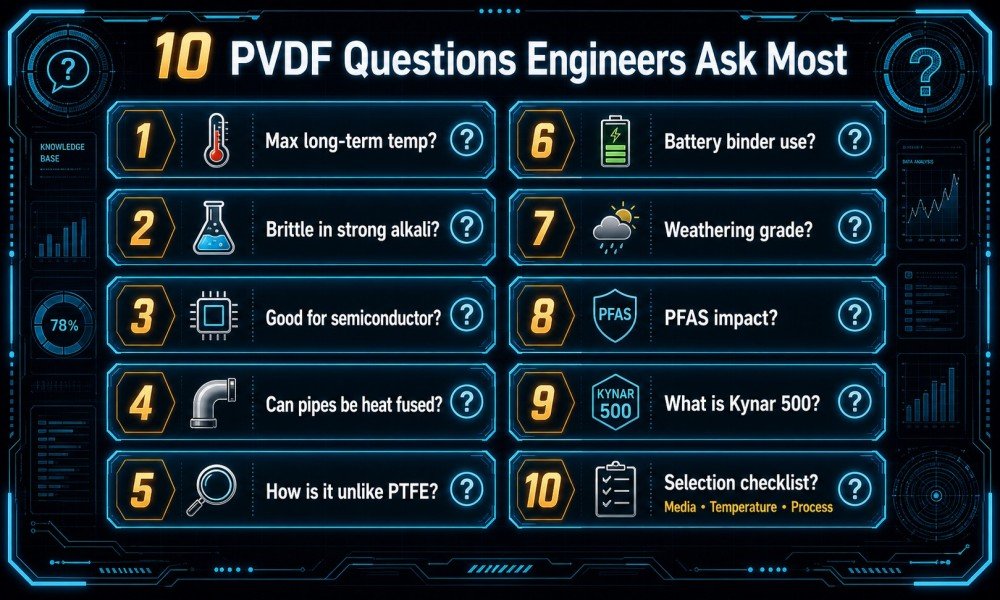
Chapter 8: PVDF Frequently Asked Questions (FAQ)
Q1: What is the difference between PVDF and PTFE (Teflon)?
There are three key differences: ① Fluorine content: PVDF 59% vs. PTFE 76%; PVDF has slightly lower chemical resistance; ② Temperature resistance: PVDF is rated for 120°C over the long term, while PTFE is rated for 260°C; in high-temperature applications, PVDF cannot replace PTFE; ③ Processing Methods: PVDF can be injection molded and welded, while PTFE can only be powder sintered; PVDF is significantly superior to PTFE in terms of part precision and design flexibility.
Q2: Is PVDF’s temperature resistance really only 120°C? I’ve seen some sources list 150°C or even 180°C.
This is the most common source of misunderstanding in the PVDF market. PVDF’sMelting PointAbout 170°C,Short-term temperature resistanceIt can reach 140–150°C, butThe maximum temperature for long-term continuous use is 120°C.. Prolonged use at temperatures exceeding 120°C causes PVDF to creep and lose strength. Some data cite short-term test results or melting points, which may mislead engineers into selecting PVDF for high-temperature applications; PFA (260°C long-term) should be used instead.
Q3: Can PVDF ultrafiltration membranes completely replace RO membranes for producing drinking water?
It cannot be a complete substitute. PVDF ultrafiltration membranes (pore size 0.01–0.1 μm) can retain bacteria, colloids, and large organic molecules, butIt cannot effectively remove dissolved heavy metals (such as lead, arsenic, and chromium), nitrates, small-molecule organic pollutants, and viruses (although some models can retain them).. RO membranes (< 0.001 μm) can remove nearly all dissolved contaminants. In areas of Taiwan where heavy metal contamination is a concern, ultrafiltration membranes should be used in conjunction with activated carbon or an RO system.
Q4: Is PVDF really about to be phased out in battery applications? Should I adjust my inventory strategy?
The battery binder market is indeed facing pressure from substitutes, but the timeline is less pessimistic than most media reports suggest. Currently, fluorine-free binders in LFP Anode has been largely replaced,LFP CathodeThe substitution progress is approximately 10–201 TP3T,NMC/NCA CathodeThe technology is not yet mature. Recommendation:The 2026 procurement strategy will continue to focus primarily on PVDF, while also evaluating water-based adhesives in small batches.; Significant adjustments to the material mix are not expected to be necessary until after 2028.
Q5: What is the difference between Kynar 500 and standard PVDF coatings? How can you tell if a product is genuine?
Kynar 500® is a trademark of Arkema that certifies a PVDF resin content of ≥ 70% in the coating formulation, meeting the AAMA 2605 specification for the highest performance standards for architectural exterior walls. Verification method: ① Require the coating manufacturer to provide Arkema Kynar 500® License Certificate(The product number can be verified on Arkema’s official website); ② Request a third-party test report in accordance with AAMA 2605; ③ Request a TGA (thermogravimetric analysis) report to confirm that the PVDF content is ≥ 70%. “PVDF coatings” that cannot provide the above documents cannot guarantee 20 years of weather resistance.
Q6: Why do PVDF pipe fittings often fail during welding? How can we improve the yield rate?
There are three most common causes of failure in butt welding of PVDF hot plates: ① The hot plate temperature is inaccurate: There is a discrepancy between the actual temperature of the hot plate and the set temperature; we recommend checking it with an infrared thermometer before each operation; ② The hot plate takes too long to cool down: After more than 5 seconds, the surface temperature of the PVDF drops sharply, resulting in insufficient fusion strength after butt welding; ③ The surface oxide layer has not been removed: The natural oxide layer on the surface of PVDF pipe fittings significantly impedes fusion; it must be scraped off within 30 minutes prior to butt welding. It is recommended to select a contractor certified under the DVS 2207 or ASME B31.3 welding procedures.
Q7: High-purity PVDF and industrial-grade PVDF look the same. How can I be sure I’m buying the right one?
Visually, they are indeed almost indistinguishable. How to verify: ① Ask the supplier to provide ICP-MS Metal Precipitation Test Report(The leaching values for Na, Fe, Ca, Mg, and K must be specified and should be < 1 ppb); ② Verify that the Certificate of Analysis (CoA) is labeled “Ultra-Pure” or “Semiconductor Grade”; ③ Require the supplier to provide proof of material origin (high-purity grade certificates of origin from raw material manufacturers such as Arkema and Solvay). The Taiwanese industrial pipe fittings market contains a large volume of PVDF that does not meet high-purity specifications but is sold under the name “PVDF pipe fittings”; semiconductor manufacturers must strictly require supporting documentation during procurement.
Q8: How should PVDF waste be recycled and disposed of? Can it be recycled as regular plastic?
It must not be directly mixed with general plastic recycling. The melting point of PVDF (170°C) is much higher than that of general thermoplastics; if melted together with PE, PP, and other materials, it will cause contamination. Proper disposal method: ① Material Supplier Recycling Program: Companies such as Arkema and Solvay have some waste recycling programs; you may contact them for more information; ② High-Temperature Incineration: PVDF can be completely combusted in high-temperature (>800°C) incinerators, but it is necessary to confirm that the incineration facility is equipped with an HF gas scrubbing system; ③ Removal of PVDF from the Cathode of Spent Batteries: This requires a professional NMP dissolution or supercritical fluid extraction process; we do not recommend attempting this on your own.
Q9: What are the practical applications of PVDF’s piezoelectric properties? Are they used in general industry?
The industrial applications of PVDF piezoelectricity are primarily focused on: ① Medical Ultrasound Sensors: The wide-band response characteristics of PVDF membranes make them widely used in contact-type ultrasonic probes; ② Shock and Vibration Sensing: PVDF film can be used to manufacture patch-type accelerometers at a cost far lower than that of piezoelectric ceramics; ③ Wearable Health Monitoring: Flexible sensors made from PVDF electrospun fibers can monitor electromyographic (EMG) signals and muscle contraction (MMG); ④ Industrial Pipeline Pressure Monitoring: PVDF membrane sensors can detect dynamic pressure changes in pipelines and respond more quickly than traditional pressure sensors.
Q10: Given current trends in PFAS regulations, does PVDF pose a high risk of long-term non-compliance?
The risk is currently relatively manageable, but it requires ongoing monitoring. Key facts: ① PVDF isFluorine-containing materials in polymer form, along with substances such as PFOA and PFOS, which are explicitly bannedLow-molecular-weight PFAS There are fundamental differences in chemical structure and environmental behavior; ② The version of the EU’s draft PFAS restriction regulation currently under discussion includes an exemption window for polymeric fluorinated materials; ③ Certain applications (such as medical, semiconductor, and water treatment) may be granted an exemption period of up to 10–12 years, even if they are ultimately subject to regulation, due to the lack of suitable alternatives. Recommendation: Monitor updates on the EU Chemicals Agency (ECHA)’s PFAS restrictions, but there is currently no urgent need to replace PVDF systems.


Conclusion: Choosing the right PVDF is a core competency for materials engineers.
PVDF is not a material where “the most expensive is the best”; rather, it requires a balanced consideration ofLevel (Functionality) × Scenario (Restrictions) × Compliance (Legal Liability) × Trends (Industry Trends) A Systematic Material Selection Process Across Four Dimensions.
In a semiconductor factory, using a PVDF fitting of the wrong grade could contaminate the entire production line; At a water treatment plant, mistakenly believing that “PVDF ultrafiltration membranes are the same as RO membranes” could result in a drinking water project failing its acceptance inspection; at a lithium-ion battery plant, a procurement strategy that ignores the trend toward fluorine-free binders could cause the company to fall two years behind in cost competitiveness.
We hope this guide will become your go-to reference manual for selecting PVDF materials.