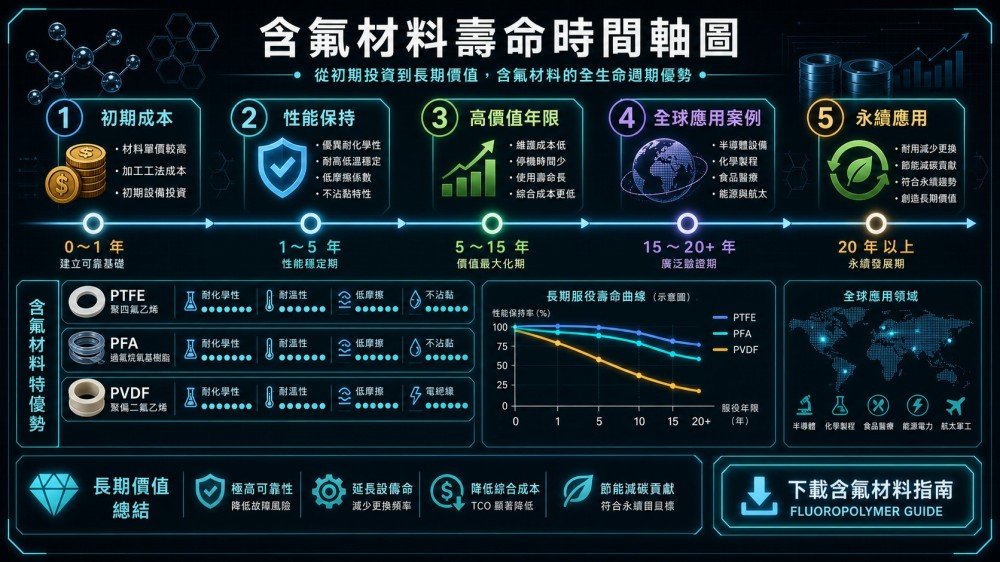
As a super engineering plastic widely used in the industrial sector, Teflon (PTFE) often presents challenges for procurement professionals and engineers when it comes to material selection and application. This guide will provide a comprehensive analysis of PTFE’s physical properties, compare and contrast it with other fluoropolymers (PFA, FEP, PVDF), offer a realistic cost estimate for piping systems, and conclude with an in-depth discussion of the impact of the 2026 PFAS ban on Taiwan’s industrial supply chain and strategies for addressing it.
Chapter 1: What Exactly Is Teflon?
Understand Teflon in 60 Seconds
Teflon is not a chemical name, but rather a trademark registered by the American company DuPont in 1945 for “polytetrafluoroethylene (PTFE).” This material was discovered by accident in 1938 by scientist Roy Plunkett while he was developing a refrigerant. Due to its extreme chemical stability, PTFE’s first major application was during World War II’s “Manhattan Project,” where it was used as a sealing material for pipes and valves handling highly corrosive uranium hexafluoride. After World War II, this military technology was gradually adapted for civilian use and eventually became the nonstick coating commonly found in our kitchens.
Schematic Diagram of the PTFE Molecular Structure
Five Core Physical Properties
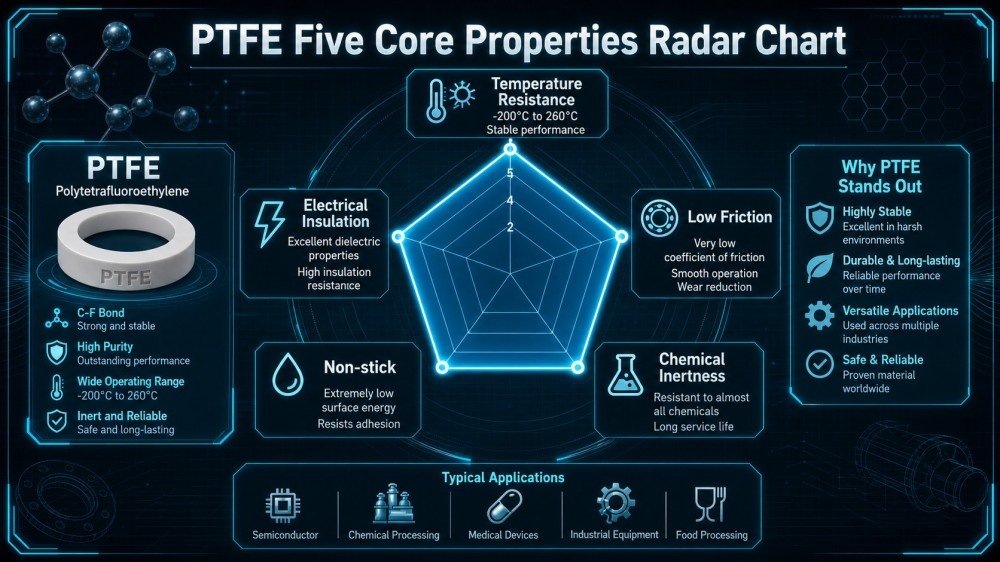
PTFE is referred to as a “super engineering plastic” because of its extremely strong molecular structure, which is based on carbon-fluorine bonds. This structure gives it five core physical properties that are difficult for other plastics to match:
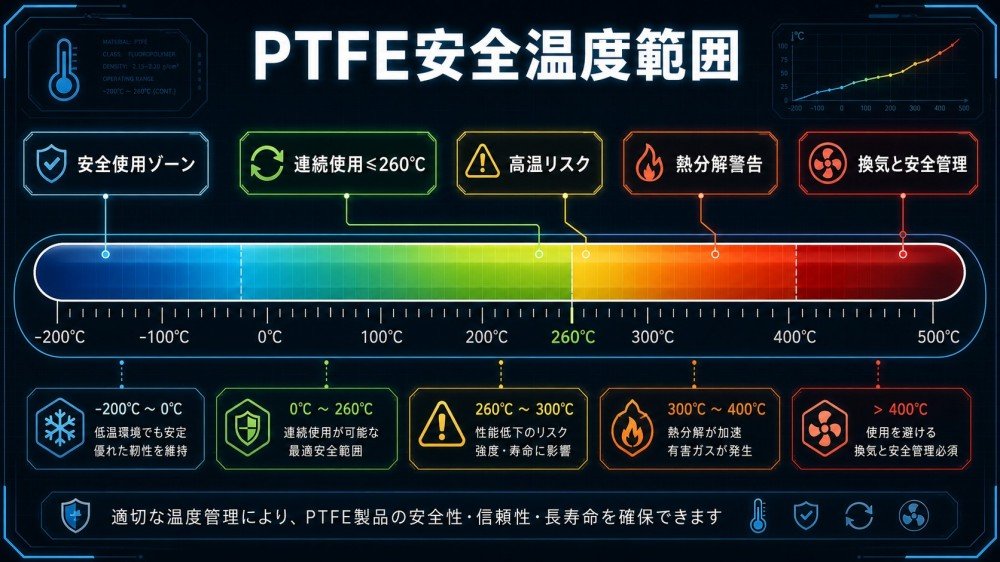
- Extremely wide operating temperature range: It can operate continuously and stably under extreme conditions ranging from -190°C to 260°C, with a melting point as high as 327°C.
- Extremely low coefficient of friction: Among all known solid materials, PTFE has the lowest coefficient of friction and excellent self-lubricating properties, which can significantly reduce mechanical wear.
- Absolutely Acid and Alkali Resistant: It is virtually immune to all chemical solvents (it is only degraded by molten alkali metals and high-temperature fluorine gas) and is hailed as the “King of Plastics.”
- Non-stick surface: Its extremely low surface tension makes it difficult to bond with other substances, which is the main reason it is widely used in nonstick coatings.
- Excellent Insulation Properties: Unaffected by ambient humidity and frequency, it has an extremely high volume resistivity, making it an ideal insulating material for high-frequency electronic communications and radar equipment.


Teflon ≠ all fluorinated plastics
When making purchases, many engineers often confuse “Teflon” with “all fluoropolymers.” In fact, while PTFE is the best-known member of this family, the industry has developed modified materials such as PFA, FEP, and PVDF to overcome PTFE’s inability to be processed via hot-melt injection molding. These materials have different chemical structures, and their temperature resistance, processability, and mechanical strength also vary significantly. Clarifying these relationships is the first step in avoiding material selection errors.


Chapter 2: Cross-Material Comparison of PTFE, PFA, FEP, and PVDF
When selecting the most suitable tubing or lining for a specific industrial environment, relying solely on the manufacturer’s catalog is often insufficient. Below, we analyze the actual differences among four major fluorinated materials by cross-referencing key data.
Summary Table of Specifications for the Four Major Fluorinated Polymers
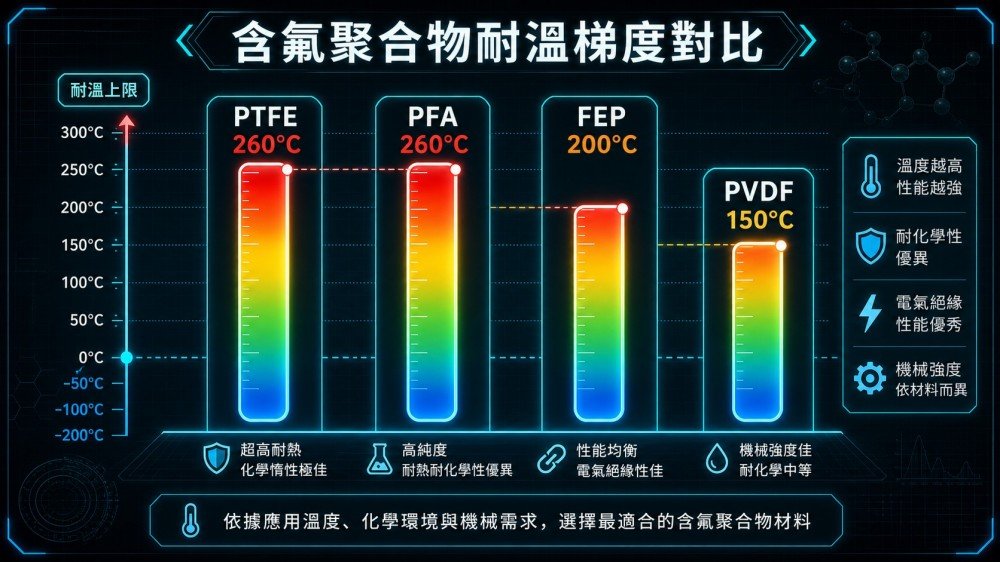
The key to material selection lies in striking a balance between “temperature limits,” “processing methods,” and “mechanical stress.” The following are the specifications for the four main materials:
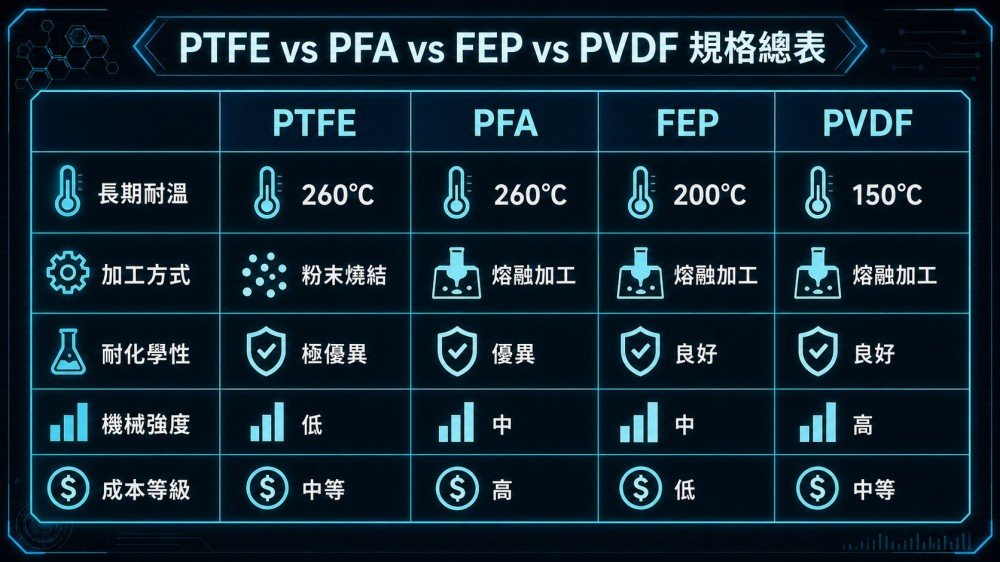
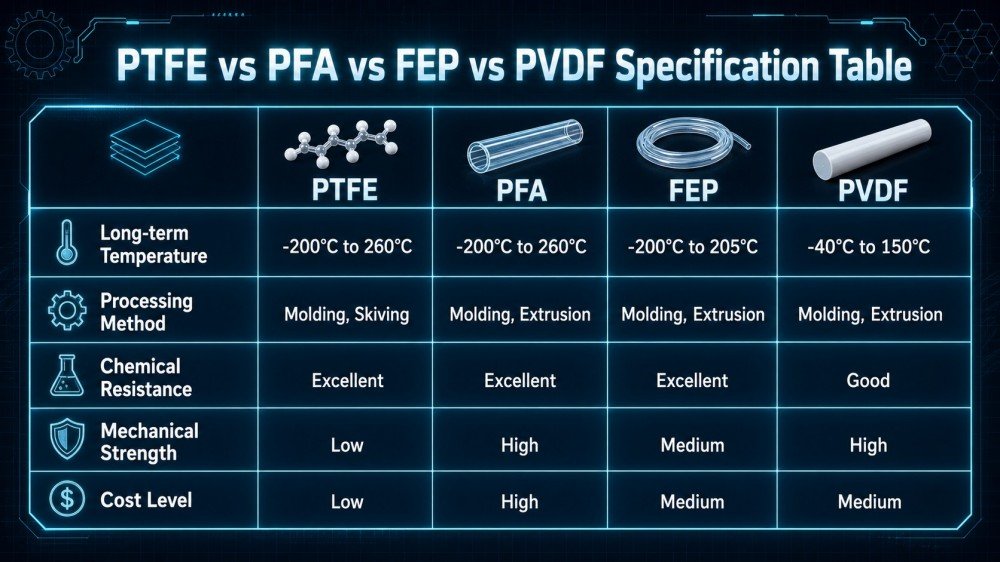

| Evaluation Items | PTFE (polytetrafluoroethylene) | PFA (perfluoroalkoxy) | FEP (Fluorinated Ethylene Propylene) | PVDF (polyvinylidene fluoride) |
| Maximum Continuous Operating Temperature | 260°C | 260°C | 200°C | 150°C |
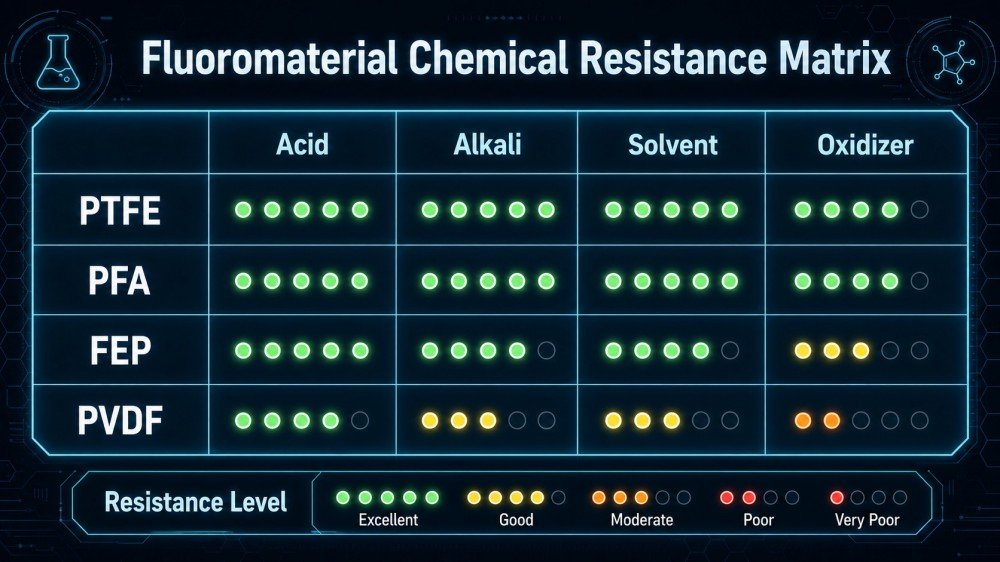
| Chemical Corrosion Resistance | Excellent (nearly fully immune) | Excellent (equivalent to PTFE) | Excellent (restricted by a few strong solvents) | Good (not resistant to strong alkalis and certain ketones) |
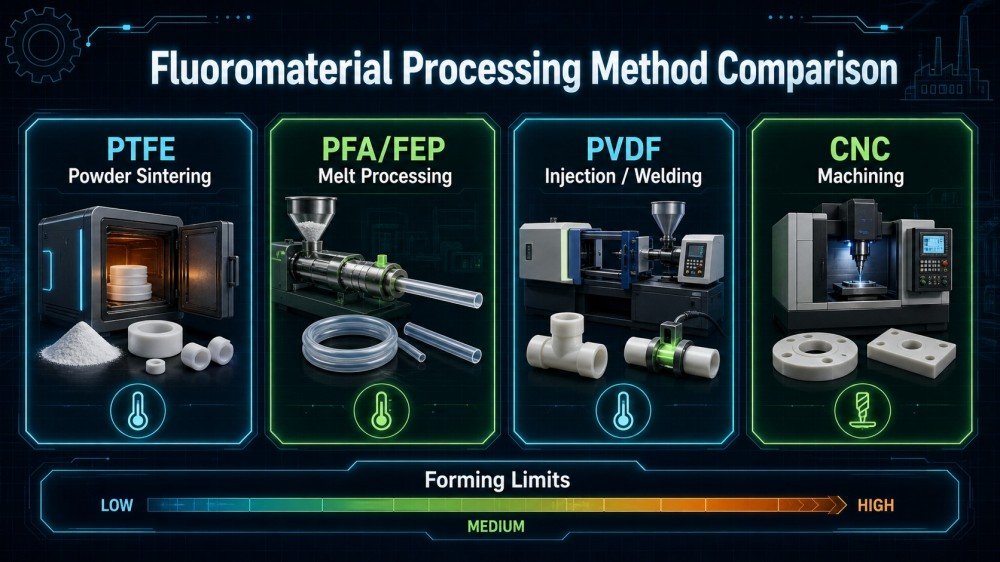
| Forming and Processing Methods | Cold-press sintering, turning | Melt Extrusion, Injection Molding | Melt Extrusion, Injection Molding | Melt Extrusion, Injection Molding |
| Mechanical Strength and Rigidity | Softer, prone to cold flow deformation | Good; excellent flexural strength | Standard, low tensile strength | Extremely high; offers the best hardness and compressive strength |
| Price Range (High to Low) | 高 | Extremely high | mid-to-high | Medium (relative to the economy) |
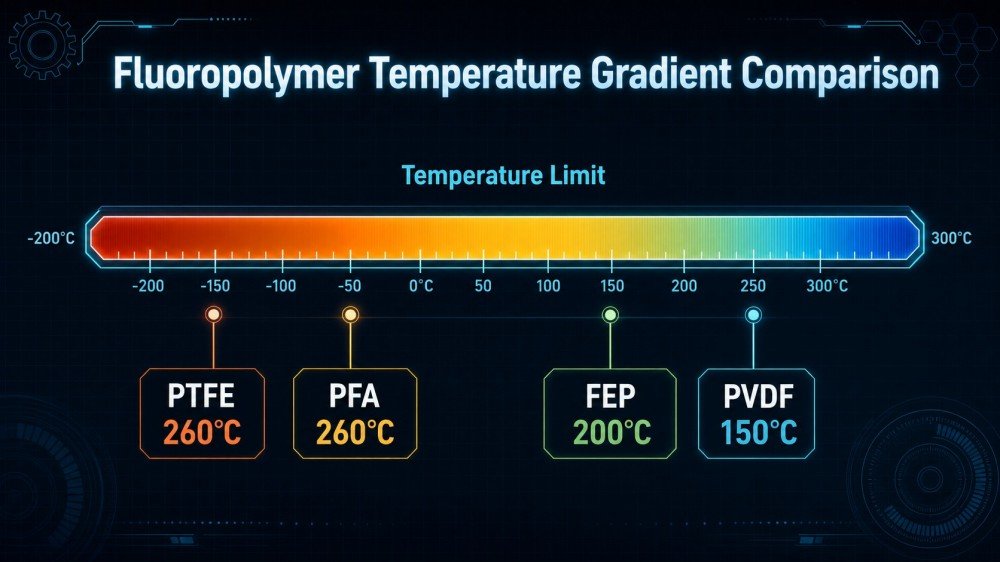
Comparison of Actual Temperature Gradient Measurements
In terms of temperature performance, PTFE and PFA are at the top of the list, both capable of withstanding sustained temperatures of 260°C. FEP has a slightly lower temperature limit of 200°C, while PVDF is the preferred choice for environments below 150°C. If the temperature in your plant’s piping system only reaches 120°C, using the expensive PFA would be a waste of resources due to overdesign.

Quick Reference Guide to Chemical Corrosion Resistance Ratings
The degree of acid and alkali resistance determines the safety margin of the piping system. PTFE and PFA are perfectly suited to withstand the challenges posed by strong oxidizing agents such as nitric acid and sulfuric acid. However, if you are handling highly concentrated strong alkaline liquids, the performance of PVDF will deteriorate significantly; in such cases, you must switch to PTFE-lined tubing or PFA injection-molded parts to ensure process safety.


Processing Methods and Forming Limitations
PTFE’s biggest drawback is its extremely high melt viscosity, which prevents it from being processed using injection molding like ordinary plastics; instead, it must rely on the traditional “cold pressing followed by high-temperature sintering” process. This makes it impossible to produce extremely complex, precision components. In contrast, PFA and PVDF retain the “melt-processing” properties of thermoplastics, making them ideal for high-precision semiconductor valves and microtubing components.


Design Life and Cold Flow Deformation
When subjected to prolonged stress, PTFE exhibits a phenomenon known as “creep,” in which the material slowly deforms at room temperature due to sustained pressure; this can lead to leaks in flange gaskets. In contrast, PFA has a more stable structure and a design life of up to 10–15 years; PVDF, with its exceptional mechanical strength, can maintain a stable service life of over 10 years as long as it is operated below 120°C and is not prone to deformation.

Chapter 3: Estimating Material Costs—Don’t Just Look at Unit Prices; Calculate the Total System Cost
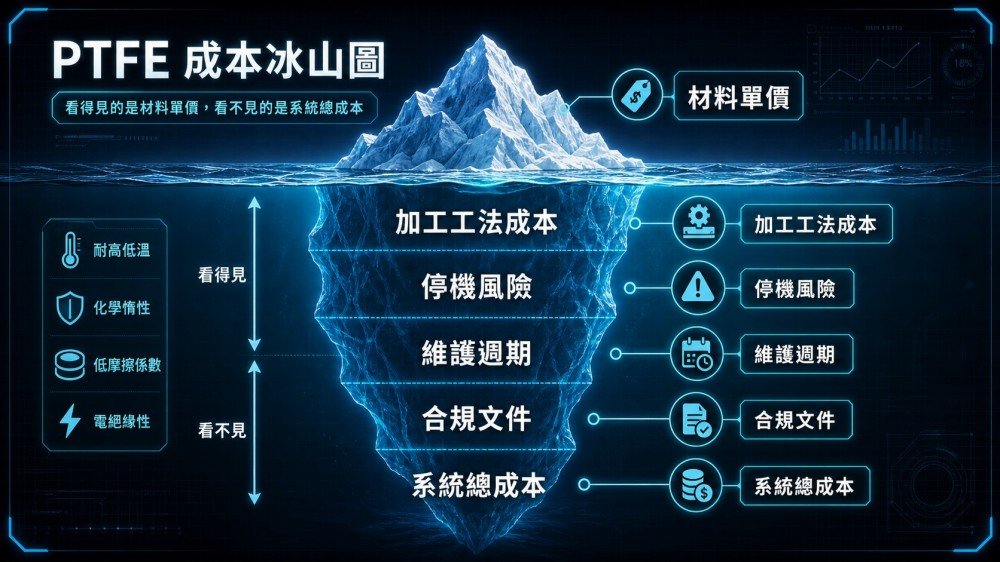
The unit price of materials is just the tip of the iceberg
When comparing prices, many procurement professionals tend to focus solely on the unit price per kilogram of raw materials. However, in the actual operation of industrial piping and equipment, material costs typically account for only 15%–25% of the total system cost. The truly costly hidden expenses include “downtime losses,” “product scrap,” “emergency repair labor,” and the long-term cumulative cost of “regular replacement cycles” resulting from material failure. In other words, choosing a cheap material that requires production line shutdowns for replacement every two years is far more expensive than investing in PTFE upfront, which will last for ten years.


Four-Tier Pricing Structure for Major Materials
Based on the typical price ranges in the Taiwanese market in 2026, the unit prices of the four major fluorinated materials are as follows:
| Materials | Estimated Price per Kilogram (NT1–TP4T) | Pricing Strategy | Applicable Scenarios |
| PP (polypropylene) | 40–60 | Economical Base Materials | General acid-base and room-temperature piping—a starting point for 80% chemical engineering scenarios |
| PVDF (polyvinylidene fluoride) | 300–500 | Mid-range High-Performance Materials | Corrosive pipelines operating at moderate temperatures (≤120°C) that require high rigidity |
| PTFE (Polytetrafluoroethylene) | 600–900 | High-Performance All-Purpose Materials | Strong acids and strong alkalis, high temperatures (≤260°C), sealing gaskets and linings |
| PFA (perfluoroalkoxy) | 900–1,200 | Designed for High-End Semiconductors | Ultra-high-purity wet processes; an environment that does not tolerate any particulate contamination |
Practical Calculation: 50-Meter Corrosive Pipeline Project at a Chemical Plant
Suppose a chemical plant needs to install a 50-meter-long concentrated sulfuric acid transfer pipeline with a nominal diameter of DN50. The following are simulated calculations of the total cost of ownership (TCO) over five years for three material options:
| Cost Items | Option A: PP Pipe | Option B: PVDF Pipe | Option C: PTFE-Lined Pipe |
| Materials and Installation Costs | NT$ 80,000 | NT$ 250,000 | NT$ 450,000 |
| Estimated Service Life | 1.5 to 2 years | 4–5 years | 8–10 years |
| Number of replacements within 5 years | 3 times | 1 time | 0 times |
| Estimated Loss per Outage | NT$ 150,000 per session | NT$ 150,000 per session | — |
| 5-Year Replacement + Total Cost of Downtime | NT$ 690,000 (3×8 + 3×15) | NT$ 400,000 (25 + 15) | NT$ 0 |
| Total 5-Year TCO | NT$ 770,000 | NT$ 650,000 | NT$ 450,000 |
The figures clearly show that:The cheapest PP plan at the outset actually turns out to be the most expensive option over a 5-year period.. The production line losses caused by each unscheduled shutdown for emergency repairs far exceed the price difference of the materials themselves. This is what senior engineers often refer to as “buying cheap ends up costing the most.”



The Cost Logic Behind High-Purity Piping for Semiconductors
In semiconductor factories, the logic behind cost calculations is even more extreme. A single 12-inch wafer is often worth tens of thousands to hundreds of thousands of New Taiwan dollars, and a single incident of particulate contamination in the piping system can render an entire batch of wafers scrap. Suppose a single contamination incident on a wet process line at a wafer fab results in the scrapping of 50 wafers. Calculating based on an average value of NT$30,000 per wafer:
- Loss per Incident of Pollution: 50 pieces × NT$ 30,000 = NT$ 1.5 million
- A PFA high-purity piping system: Approximately NT$$ 800,000–1,200,000
- Conclusion: The cost of a single pollution incident exceeds the construction cost of the entire pipeline system.
This is why major semiconductor manufacturers spare no expense to specify the use of PFA tubing—because what they’re buying isn’t just tubing, but “insurance against contamination.”



Chapter 4: Five Major Industry Application Scenarios
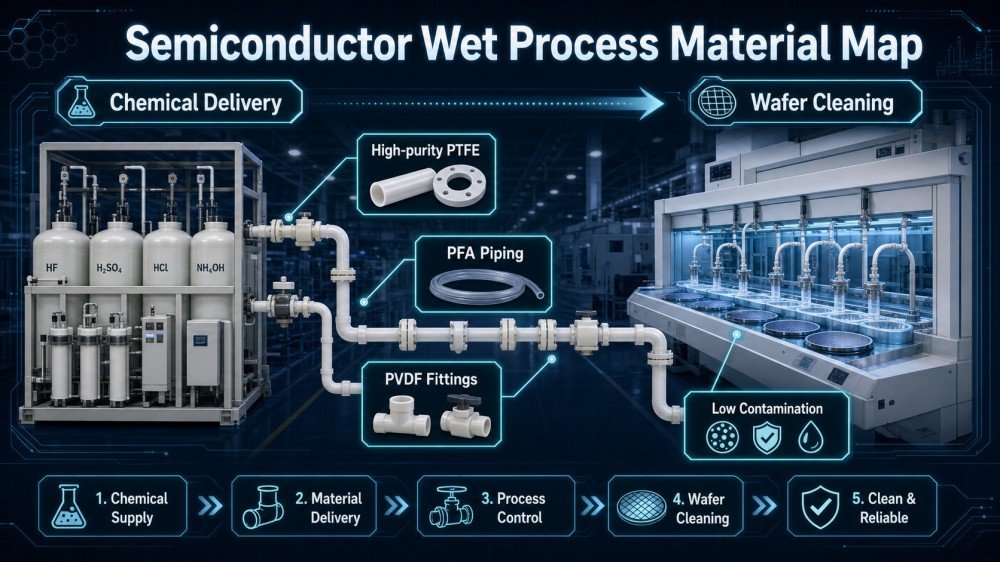
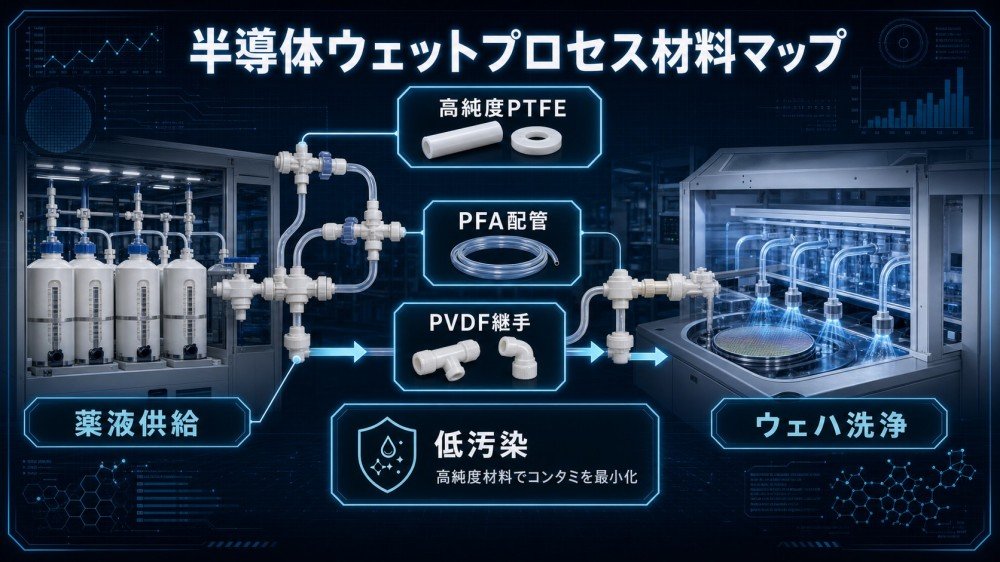
The Semiconductor Industry—The Ultimate Test of Ultra-High Purity
Semiconductor wet processes are among the most demanding applications for tubing. In an SPM cleaning solution (a 4:1 mixture of sulfuric acid and hydrogen peroxide at temperatures ranging from 120 to 150°C), only PFA can withstand both high temperatures and strong oxidizing agents. Although PTFE offers comparable chemical resistance, it is less commonly used in high-precision valves because its machining accuracy is inferior to that of PFA injection-molded parts. PVDF, on the other hand, is completely unsuitable for such processes due to its lack of resistance to strong oxidizing agents and a temperature limit of only 150°C.
However, PTFE is not entirely useless in semiconductor factories. It is widely used as a lining for large chemical storage tanks, in gaskets and seals, and in transmission mechanisms that require an extremely low coefficient of friction.

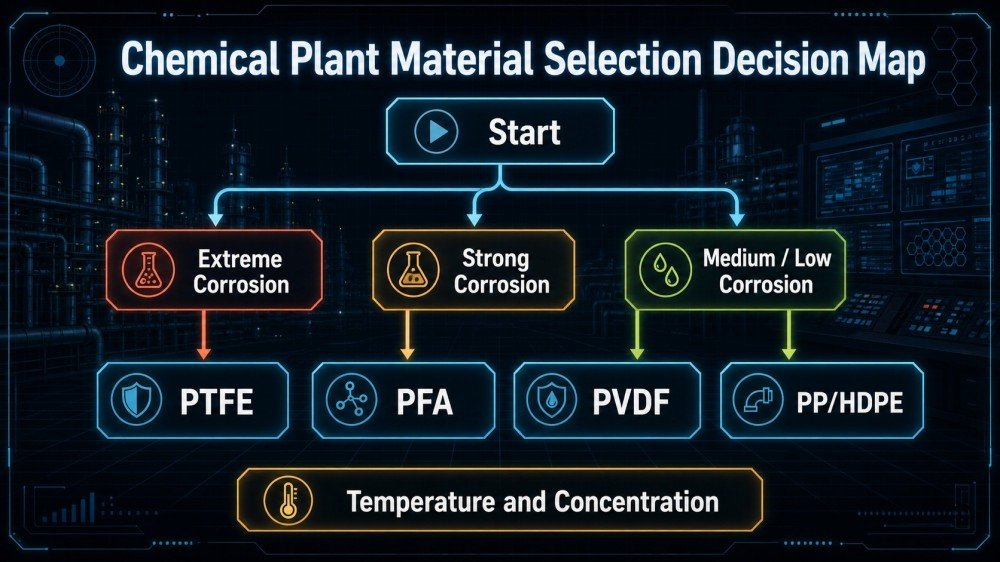
Chemical Industry—Piping, Storage Tanks, and Linings
The chemical industry is the traditional sector with the highest consumption of PTFE. Based on practical experience, PP (polypropylene) is sufficient for approximately 80% of chemical piping applications. However, in the following three scenarios, it is necessary to upgrade to fluorinated materials:
- Transportation of Concentrated Acids or Fuming Nitric Acid: PP will be eroded and perforated within a few weeks, while PTFE and PFA remain completely unaffected.
- Strong oxidizing agents (such as sodium hypochlorite and hydrogen peroxide): PVDF can be used at low concentrations, but PTFE is still required at high concentrations or high temperatures.
- Mixed solvents or organic halides: Many organic solvents cause PVDF to swell; in such cases, PTFE is the only safe option.


Medical Industry—Biocompatibility and Sterilization Tolerance
The operating environment for medical devices may seem mild, but there is one harsh challenge that is often overlooked:75% Repeated Alcohol Disinfection. Many engineers choose PC (polycarbonate) or ABS when designing medical device housings, but they overlook the fact that alcohol can cause “environmental stress cracking (ESC)” in these materials, leading to microcracks or even fragmentation on the device’s surface after several months of use.
PTFE is completely resistant to alcohol, and its non-toxic nature and extremely high biocompatibility make it the material of choice for surgical instrument coatings, artificial blood vessels, and drug delivery systems. In addition, its non-stick surface prevents blood and tissue fluids from adhering, thereby reducing the risk of postoperative infection.



Food Processing Industry—Guaranteeing Non-Toxic, Non-Stick Production
In food processing production lines, PTFE is most commonly used as a non-stick coating for high-temperature baking conveyor belts and molds. Due to PTFE’s extremely low surface tension, sticky ingredients such as dough, chocolate, and cheese do not adhere to the equipment surfaces. Cleaning requires only a simple wipe, which significantly reduces changeover time while maintaining food-grade hygiene standards.
The Electroplating and Surface Treatment Industry—The "Hidden Champions" of Acid- and Alkali-Resistant Fixtures
Electroplating baths typically contain high concentrations of chromic acid, copper sulfate, or hydrofluoric acid, which cause severe corrosion to hanging fixtures and jigs. Traditional stainless steel fixtures have a limited service life in strong acidic environments. Switching to PTFE-coated or solid PTFE fixtures can extend their service life by 3 to 5 times, while also preventing metal ions from leaching into the plating bath and improving the stability of plating quality.



Chapter 5: The Impact of the 2026 PFAS Ban and Supply Chain Responses
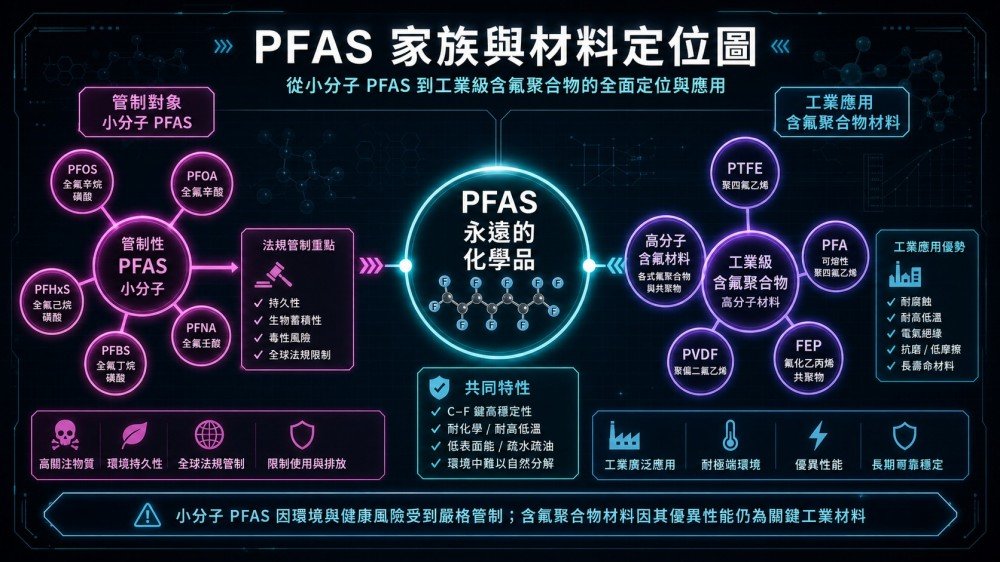
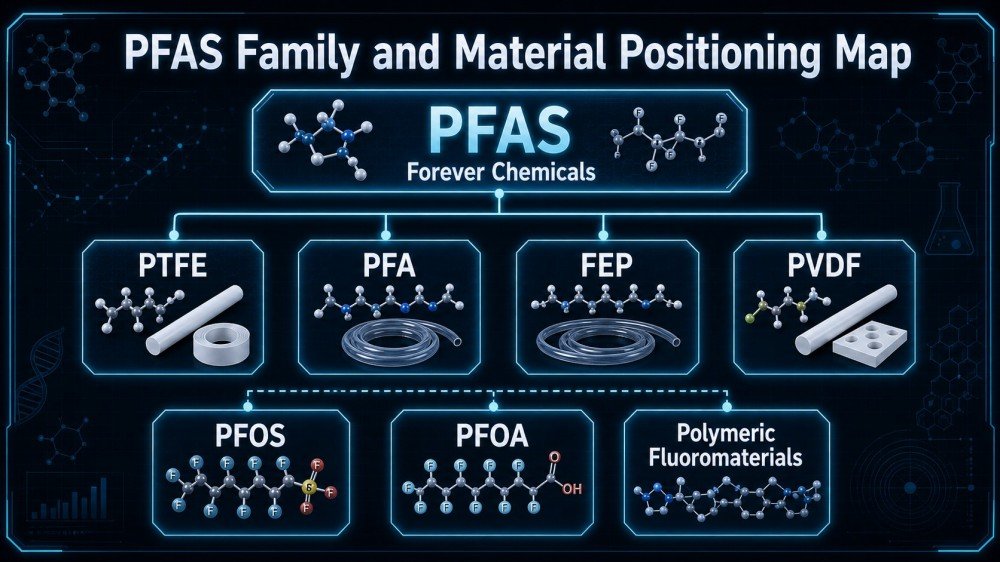
What Are PFAS? Why Are They Called “Forever Chemicals”?
PFAS (Per- and Polyfluoroalkyl Substances, Per- and Polyfluoroalkyl Substances) is a vast family of over 10,000 chemical substances. Due to their excellent water-repellent, oil-repellent, and heat-resistant properties, they have been widely used in industrial and consumer products since the 1940s. However, the strong carbon-fluorine bonds in PFAS make them extremely difficult to break down in the natural environment; they also accumulate continuously in the human body and other living organisms, posing a variety of health risks. As a result, they have earned the notorious nickname “forever chemicals.”
It is worth noting that,PTFE (Teflon) is itself a member of the PFAS family.. PFOA (perfluorooctanoic acid), an additive previously used in the manufacture of PTFE, has been banned worldwide after being proven to be carcinogenic. Today, the focus of regulations in Europe and the United States has shifted from “banning specific additives” to “comprehensively restricting the production and use of all PFAS substances.”

Details of France's 2026 Ban and List of Exemptions
The French National Assembly has passed a bill:Effective January 1, 2026, the manufacture, import, and sale of cosmetics and certain textiles containing PFAS will be completely banned.。
As a result, many Taiwanese exporters are concerned: “Does this mean we can no longer use Teflon?” In fact, this ban employs a “phased, sector-by-sector” regulatory strategy. The following is a comparison table of prohibited and exempted items under the 2026 French ban:
| Product Categories | Regulatory Status in 2026 | Notes and Explanations |
| Cosmetics | Complete Sales Ban | Substitutes are now mature, and there is no room for exemptions |
| Outdoor Waterproof Clothing / Footwear | Complete Sales Ban | Products with fluorinated coatings, such as standard raincoats and waterproof shoes |
| Secondhand Clothing | Exemption | In consideration of the benefits of the circular economy, this ban does not apply to them. |
| Personal Protective Equipment (PPE) | Exemption (through 2030) | Firefighting suits and chemical protective suits have been temporarily exempted for safety reasons |
| Semiconductor and Chemical Industry Equipment | Current Exemptions / Exclusions | Due to the lack of alternatives with equivalent performance, industrial pipelines and equipment are not currently affected. |
| Medical Equipment and Supplies | Current Exemptions / Exclusions | In cases involving safety of life and high-standard certification, the exemption remains in effect |
As can be seen from the table above,PTFE materials used in industrial and semiconductor applications are currently still on the "exemption list" for safe use.。
Impact on and Response to Taiwan’s Industrial Supply Chains
Although the current ban primarily targets “consumer end products,” the European Chemicals Agency (ECHA) is still pushing for broader PFAS restriction proposals. This regulatory chill will eventually spread to the entire industrial supply chain. The Ministry of the Environment has also been closely monitoring international regulations and is preparing to propose Taiwan’s own PFAS management measures.
In light of regulatory trends beginning in 2026, Taiwanese B2B manufacturers and equipment suppliers should adopt the following three-step strategy:
- Comprehensive Review of the Product Line: Require upstream raw material suppliers to provide complete PFAS test reports (such as SGS tests) to confirm the fluorinated components and their concentrations in their products.
- Application for an Industrial Exemption Certificate: If a product contains PFAS substances such as PTFE, it is necessary to demonstrate to EU customers that the application constitutes a “necessary industrial use for which there is no alternative.”
- Promoting a Recycling System: Introducing a materials recycling system to reduce PFAS emissions throughout the entire product lifecycle is the best strategy for securing future exemptions.



Chapter 6: Semiconductor ESG and the PTFE Circular Economy
From a War of Attrition to a Circular Economy
As global ESG requirements become increasingly stringent, major semiconductor manufacturers are not only focused on production yield but also face significant pressure to manage waste. Traditional fluorinated plastics and chemicals do not degrade naturally; once they are scrapped, they must be incinerated at high temperatures, which is not only costly but also poses a risk of secondary pollution. Therefore,"How to Introduce PTFE Materials and Related Chemicals into the Circulation System"... has become the most prestigious technical field in the engineering plastics industry.
A Spectacular Transformation of Waste Liquid: Synthesizing Cryolite from Waste Hydrofluoric Acid
Semiconductor wet processes generate large amounts of waste hydrofluoric acid (HF). In the past, the disposal of these waste liquids required significant expenditure on outsourced treatment. Currently, engineering plastics manufacturers in Taiwan (such as Yuancheng Technology) have partnered with semiconductor manufacturers to develop innovative technologies that convert on-site waste hydrofluoric acid into “cryolite,” a high-value industrial raw material.
Cryolite is an indispensable flux in the aluminum smelting industry. Through this recycling system, what was once “hazardous industrial waste” has been transformed into a “green product available for sale to external markets.” Not only does this save wafer fabs enormous amounts in waste disposal costs, but it is also projected to generate tens of billions of yuan in new business opportunities annually.

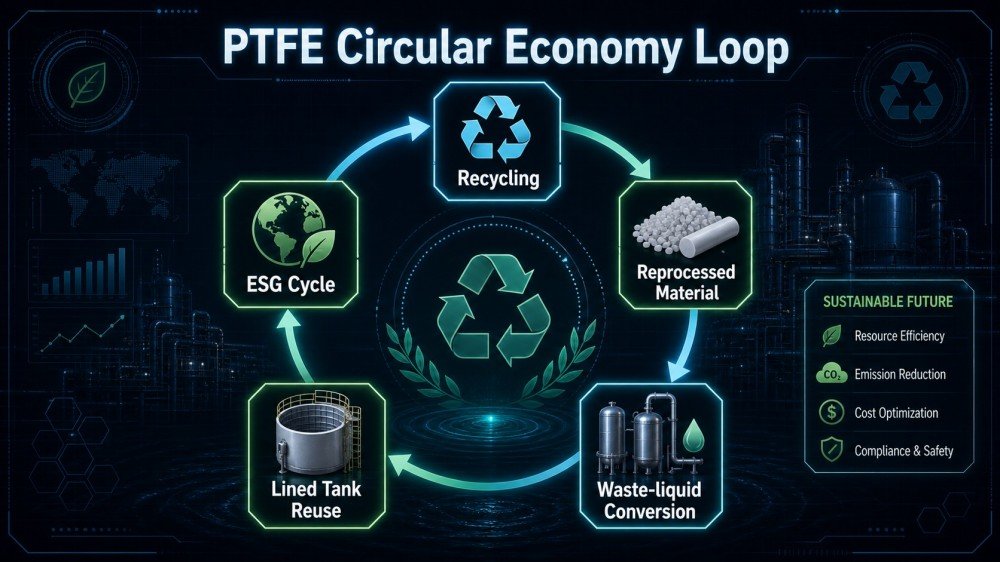

Recycling and Reuse of PTFE-Lined Tanks and Vessels
In terms of plant equipment, the interiors of large chemical storage tanks are typically lined with a thick PTFE lining to resist corrosion from strong acids and alkalis. Traditionally, when a storage tank reaches the end of its service life, it is often scrapped along with the lining. Now, the industry has successfully developed a non-hazardous recycling technology specifically for “high-purity PTFE linings.”
This technology has been put into practical use in recovery equipment for TMAH (tetramethylammonium hydroxide) developer solutions, as well as in systems involving sulfuric acid, hydrochloric acid, and other chemicals. Through specialized purification and remanufacturing processes, end-of-life PTFE can be downcycled into flange gaskets or structural components for non-critical applications, perfectly aligning with semiconductor fabs’ ESG commitments to achieve zero waste.



Chapter 7: Debunking Myths About Teflon Toxicity and Applications—FAQ
Q1: Is Teflon carcinogenic when heated?
No. According to the Food and Drug Administration (FDA) of Taiwan’s Ministry of Health and Welfare, PTFE has an extremely stable structure, with a melting point as high as 327°C, and it does not begin to degrade until it reaches extremely high temperatures of approximately 360°C. Temperatures typically encountered in industrial processes or home cooking (approximately 200°C–250°C) are far below this critical point; therefore, PTFE is completely non-toxic when used within the safe temperature range.


Q2: What is the difference between PFOA and PTFE?
PFOA (perfluorooctanoic acid) was an emulsifier used in the early stages of PTFE production; it is the true culprit behind environmental persistence and potential carcinogenic risks. PTFE, on the other hand, is the final polymer coating. PFOA is now completely banned worldwide, and PTFE products manufactured by major, reputable manufacturers no longer contain PFOA.
Q3: If the nonstick coating peels off, is it toxic if I accidentally swallow it?
In the case of modern PFOA-free PTFE coatings, even if tiny fragments are accidentally ingested, they do not pose an acute toxic risk to the human body. Because PTFE is highly resistant to acids and alkalis, stomach acid cannot break it down. It is not absorbed by the intestines but is instead excreted directly from the body in feces. However, if the coating peels off and exposes the underlying metal, it is still recommended to replace the pan with a new one.
Q4: Will the 2026 PFAS ban lead to the complete disappearance of Teflon?
No. The current European PFAS ban primarily targets consumer products—such as cosmetics and waterproof outdoor clothing—for which “mature alternatives” are available. For “irreplaceable” industrial applications—such as semiconductor piping, chemical process linings, or medical devices—the regulations have provided clear exemption periods. Therefore, the supply chain for industrial-grade PTFE will not be disrupted in the short term.
Q5: Can PVDF completely replace PTFE?
No. Although PVDF has high mechanical strength and is easy to injection mold, its maximum operating temperature is only 150°C, and it is not resistant to strong alkalis and certain ketone solvents. If your process temperature exceeds 150°C or involves a strong alkali environment, you must still use PTFE or PFA.
Q6: Can PTFE be used in high-vacuum environments?
Yes. PTFE has an extremely low outgassing rate and maintains stable sealing performance even when evacuated to -0.1 MPa. This makes it an indispensable material for O-rings and sealing gaskets in high-tech vacuum chambers, electron microscopes, and semiconductor CVD equipment.
Q7: Can PTFE parts be thermally welded?
Pure PTFE cannot be hot-melt welded directly like ordinary plastics because, at high temperatures, it does not become a flowing liquid but instead transforms into a highly viscous gel-like state. When connecting PTFE tubing, the industry typically uses flanged connections, threaded joints, or PFA as a hot-melt welding rod for specialized infrared hot-melt welding.
Q8: How can I determine the quality of the PTFE material I’m purchasing?
Low-quality PTFE often contains excessive amounts of recycled secondary material, which significantly reduces its tensile strength and purity. High-purity, first-grade PTFE should appear uniformly pure white (opaque) and have a smooth, waxy texture to the touch. For semiconductor applications, suppliers must be required to provide metal ion leaching test reports and certification confirming the absence of PFOA and PFAS.
Q9: How precise can PTFE machining tolerances be?
Compared to metals, PTFE has a higher coefficient of thermal expansion and greater elasticity, and is prone to cold flow deformation when subjected to stress. Therefore, the tolerances for machined parts made of pure PTFE can typically only be controlled to around ±0.05 mm. If higher dimensional stability is required, glass fiber or carbon fiber is typically added to modify the material (such as adding 25% glass fiber) to enhance rigidity.
Q10: Can waste PTFE be recycled?
Yes, but the technical barriers are extremely high. While high-temperature incineration is the traditional method, some advanced engineering plastics manufacturers have now developed patented technologies capable of degrading and purifying end-of-life PTFE pipes and tank linings, then reprocessing them into secondary-grade engineering gaskets—thereby helping the semiconductor industry achieve its zero-waste ESG goals.
Conclusion and Technical Support
From providing corrosion protection in chemical piping to ensuring purity in semiconductor wet processes, selecting the right fluoropolymer is often a critical step in determining plant yield and workplace safety. Whether you’re facing the harsh challenges of high temperatures and strong acids and alkalis, or need to conduct a supply chain audit in preparation for the 2026 PFAS ban, professional material analysis can save you significant trial-and-error costs.
Not sure whether to choose PTFE, PFA, or PVDF? We’ve prepared a comprehensive chemical compatibility matrix and cost estimation tool for engineers.