PEEK(ポリエーテルエーテルケトン、Polyether Ether Ketone)は、現在市場において「完璧な材料」に最も近い超高性能熱可塑性エンジニアリングプラスチックです。半導体製造プロセスのチャンバー、航空宇宙用エンジン部品、脊椎固定具から、石油化学プラントのシール部品に至るまで、PEEKは人類が直面する最も過酷な産業現場の至る所で活用されています。しかし、PEEKの選定ミスは極めて大きな代償を伴います。グレードを誤ったシール部品1つが工場の操業停止を招く可能性があり、植込み用グレードの認証を取得していない整形外科用インプラント1つが、法的責任を招く恐れがあります。本ガイドでは、以下の情報をまとめてご紹介します。 グレード選定マトリックス、化学的互換性の制限事項、CNC加工SOP、競合製品比較およびFAQ、エンジニアや調達担当者が最も的確な意思決定を行えるよう支援します。
第1章:PEEKとは何か?分子構造から主な利点まで
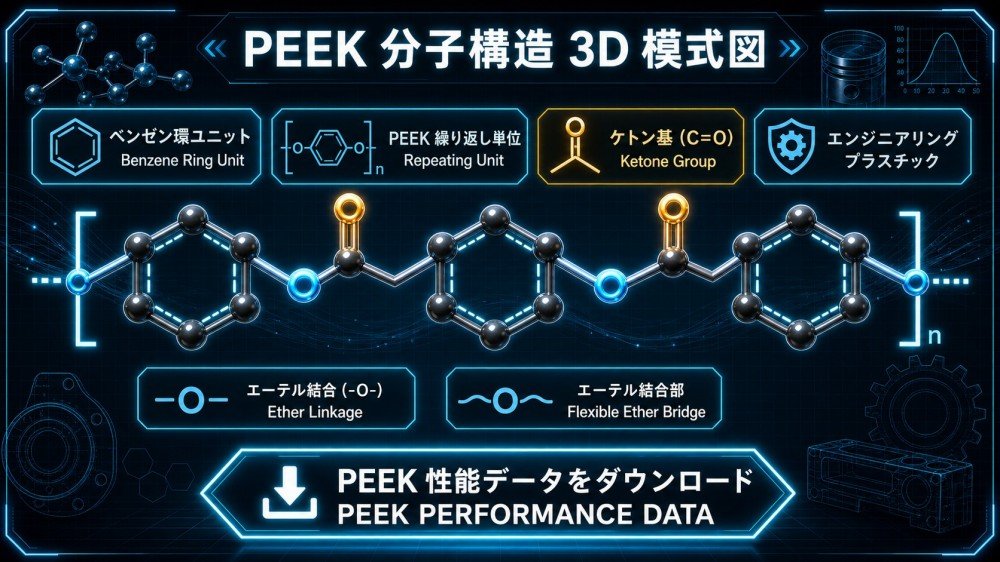
化学構造:「2つのエーテルと1つのケトン」という黄金比
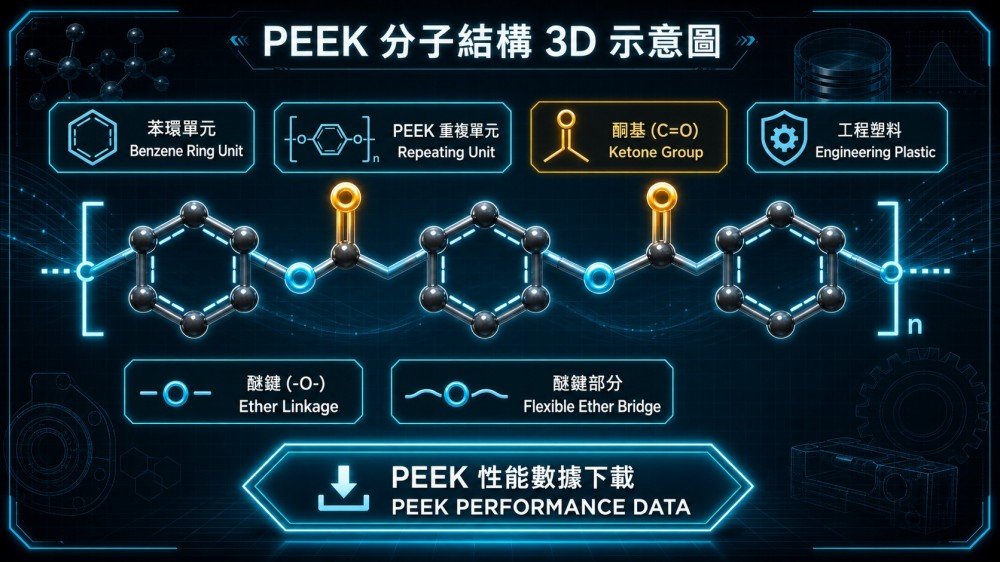
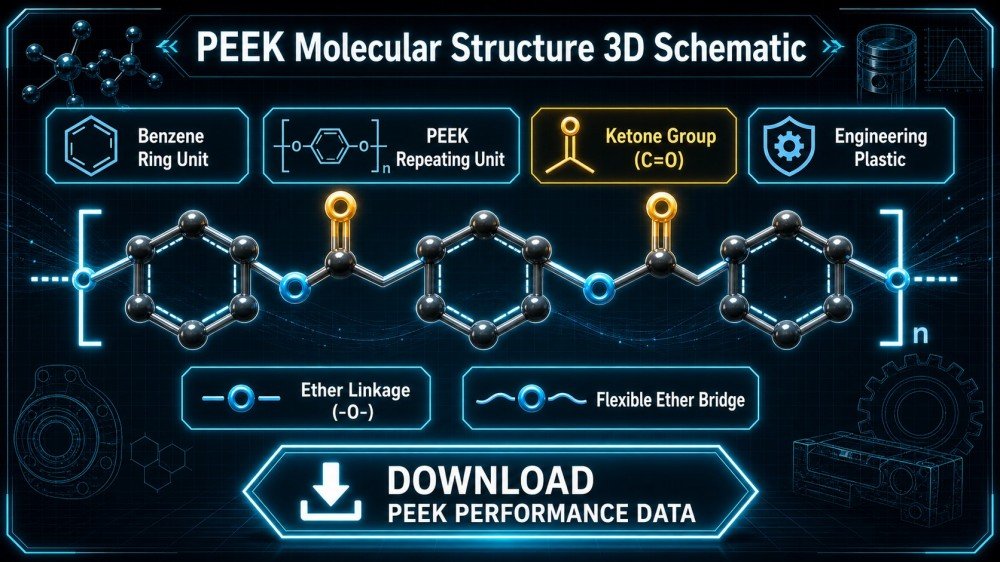
PEEKはポリアリールエーテルケトン(PAEK)ファミリーに属し、その繰り返し単位は 2つのエーテル基(-O-)と1つのケトン基(C=O) 交互に構成されています。この独自の「2:1のエーテル・ケトン比」により、PEEKには2つの重要な特性がもたらされています:
- エーテル基(エーテル結合):鎖の柔軟性と優れた耐薬品性を備えている――電子雲が主鎖全体に均一に分布しているため、ほとんどの酸・アルカリや有機溶媒がポリマーの骨格を攻撃しにくくなっている
- ケトン基(カルボニル基):分子鎖の剛性と耐熱性を付与し、PEEKの融点を 343°C、ガラスの転移温度(Tg)は 143°C
PEEKの半結晶構造(結晶度約30~35%)により、結晶領域の高い剛性と強度、および非結晶領域の靭性を併せ持つことになっており、これこそが、その機械的特性が同種の熱可塑性材料をはるかに凌駕する根本的な理由である。
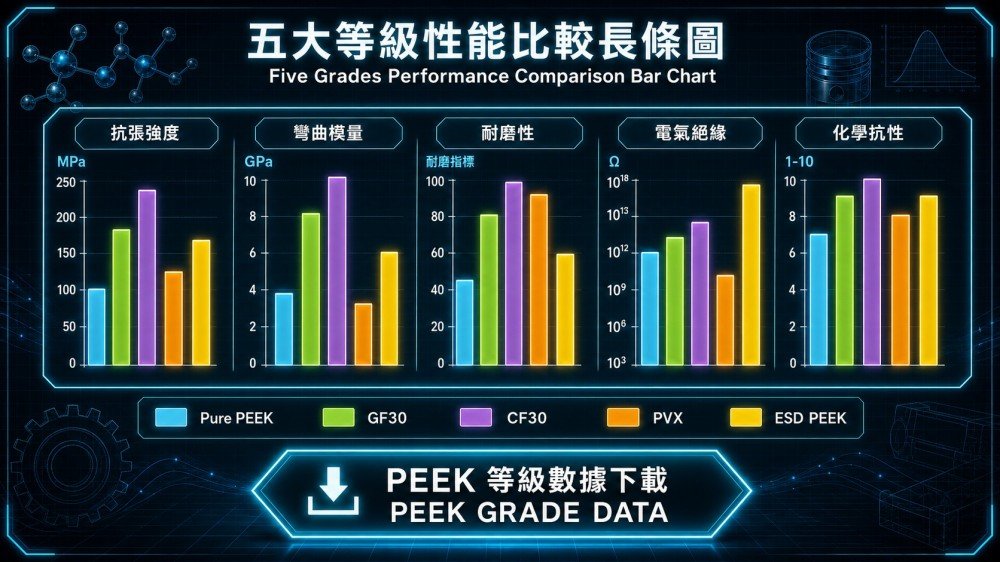
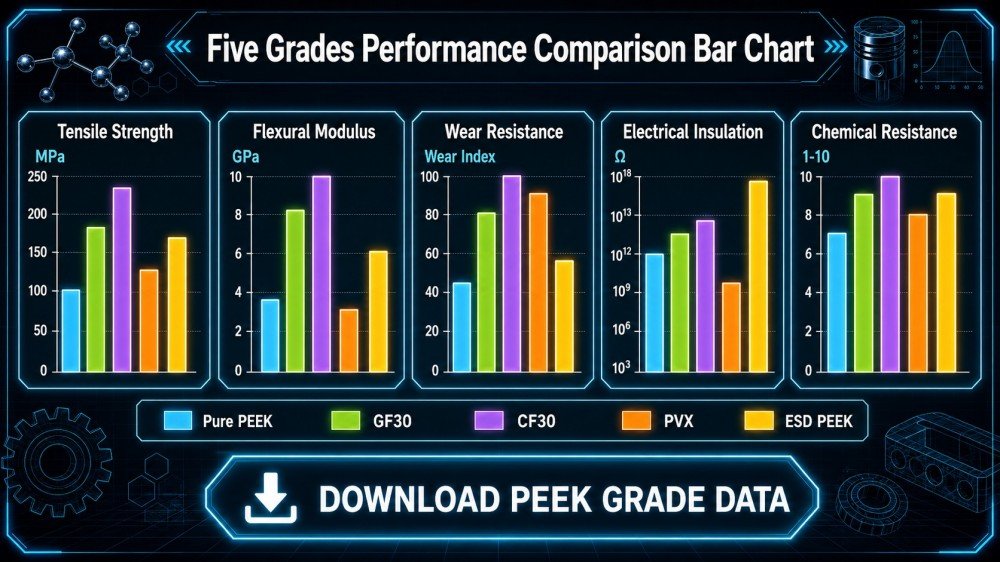
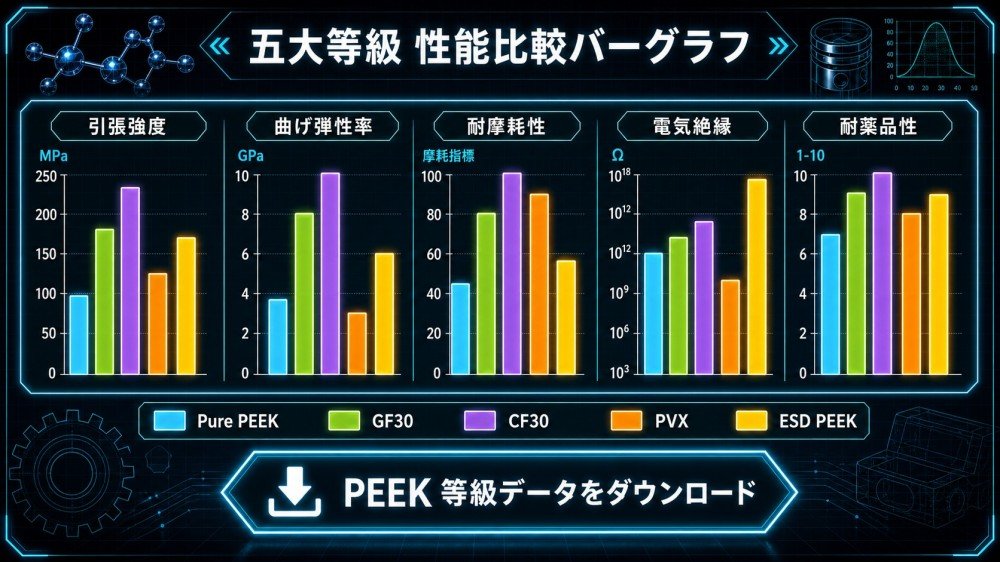
5つの主要性能の概要
| 性能指標 | 数値 | 意義 |
| 融点 | 343°C | 高圧蒸気滅菌(121°C~134°C)に耐え、十分な安全マージンを確保している |
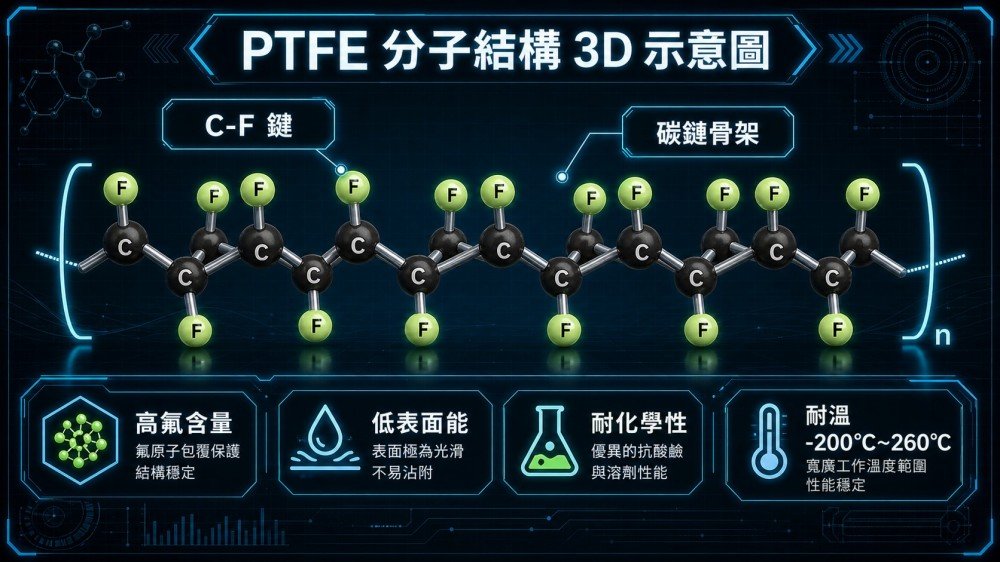
| 長期連続使用温度 | 250°C | 99%熱可塑性材料を上回り、PTFEなどのフッ素系材料に次ぐ性能を持つ |
| 引張強度(Pure) | 132~148 MPa | アルミニウム合金6061の約2/3に相当するが、密度はアルミニウムの半分しかない |
| ヤンモジュール | 3.6 GPa | 人体の皮質骨(14~20 GPa)に近い値であり、チタン合金(110 GPa)よりはるかに低い。 |
| 吸水率 | < 0.5% | PA(ナイロン)の1.5%~3%をはるかに下回り、寸法安定性が極めて優れている |
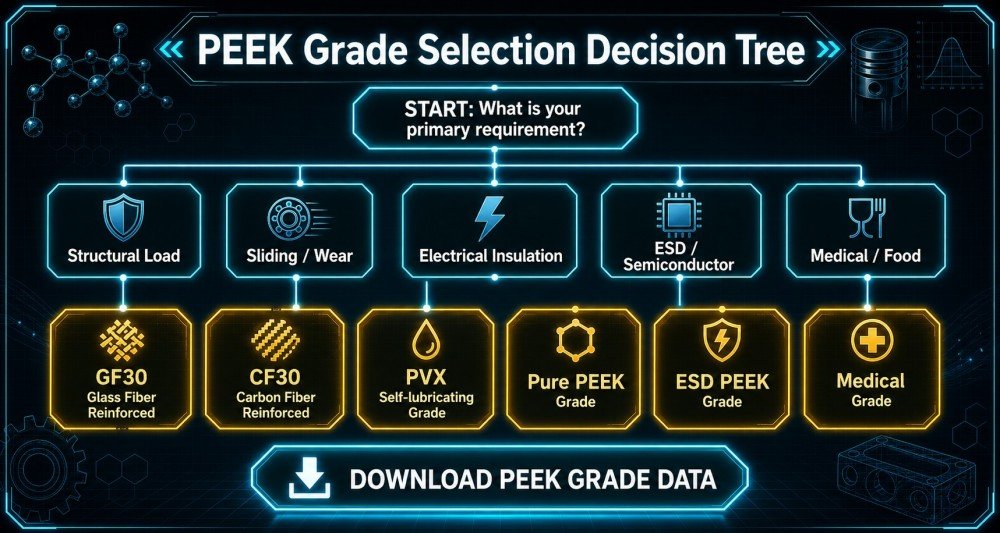
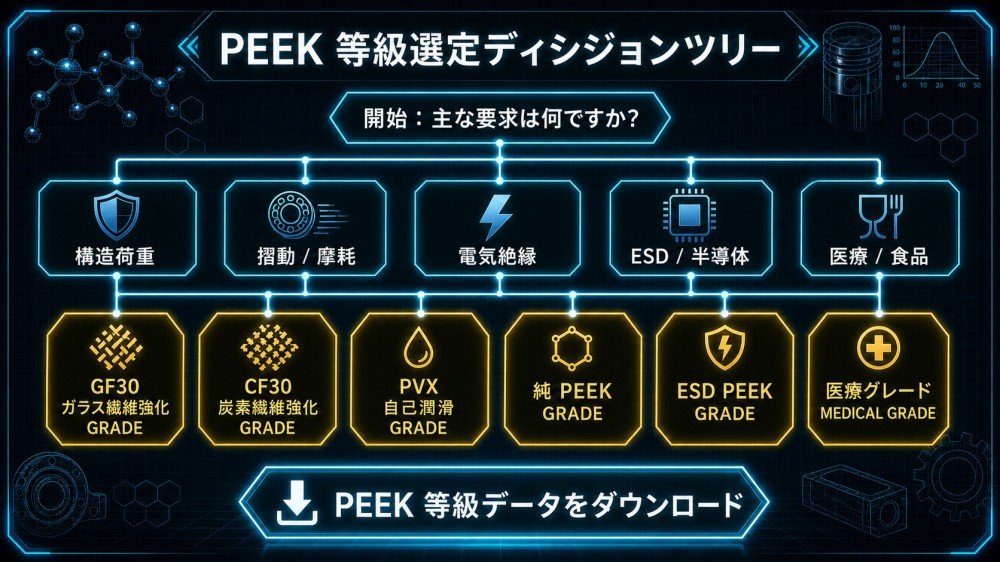
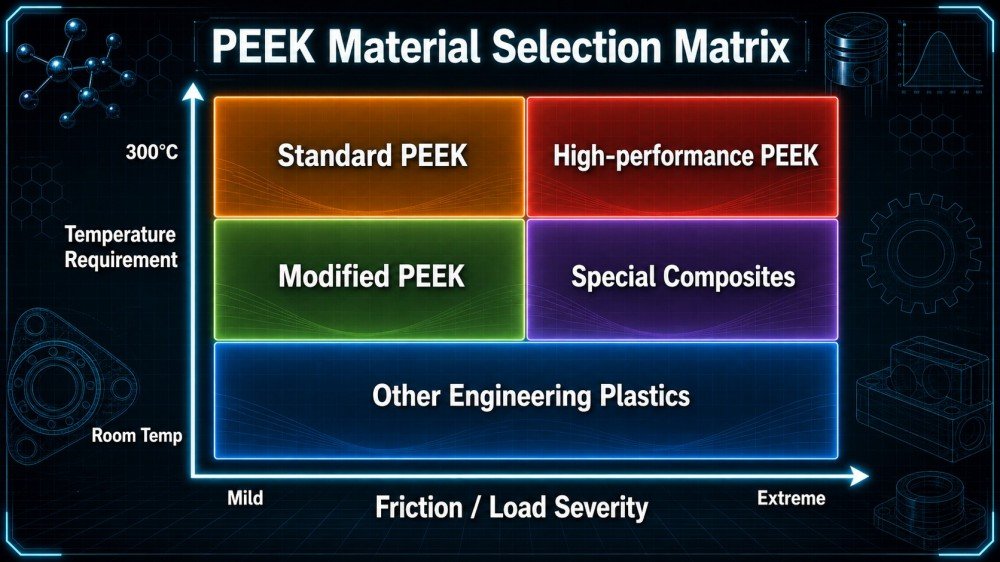
第2章:5つのグレード選定マトリックス――60秒で最適なPEEKを見つけよう
PEEKの選定において最もよくあるミスは、材料選びを間違えることではなく、不適切な場面で、適切な材料を選んだものの、グレードを間違えてしまった。以下の表には、業界で最も一般的に使用されている5つの等級をまとめ、最も重要な「使用禁止の場面」を併記しています。


5つのグレード × 用途別選定マトリックス
| レベル | 添加物 | 中核的な強み | 代表的なシナリオ | ⛔ 使用禁止の場面 |
| Pure PEEK(純材) | 無 | 最高の電気絶縁性、最も幅広い化学的適合性、X線透過性、食品・医療分野における最高水準の適合性 | 半導体ウェハ用治具、電気絶縁部品、初期検証用試料 | ❌ 高負荷での摺動摩耗には不向き(自己潤滑性なし) |
| PEEK GF30(ガラス繊維 30%) | 30% ガラス繊維 | 剛性(曲げ弾性率 +50%)、クリープ耐性、寸法安定性が全面的に向上 | 構造部品、電子コネクタ、石油・ガス設備の耐圧ケーシング | ❌ 電気絶縁性の低下;❌ X線透過が必要な医療用途には適していません |
| PEEK CF30(炭素繊維 30%) | 30% 炭素繊維 | 最高の引張強度、最低の摩耗率、熱伝導性の向上 | 高負荷用軸受、航空機構造部品、レーシングカー用エンジン部品、高圧用シール | ❌ 導電性があるため、電気絶縁部品への使用は厳禁です。 |
| PEEK PVX(HPV ベアリンググレード) | 10% PTFE + グラファイト + カーボンファイバー | 最低の摩擦係数(外部潤滑不要)、優れたPV値 | 自己潤滑軸受、スリップリング、耐摩耗シールリング、ポンプインペラ | ❌ 静的シール耐圧能力が CF30 未満 |
| ESD PEEK(静電気散逸グレード) | カーボンブラック/ナノカーボンチューブ | 表面抵抗 10⁴~10⁷ Ω/sq、高精度な静電気散逸 | 半導体装置用ウェーハクランプ、ICテスト治具、クリーンルーム用部品 | ❌ 導電性フィラーはX線透過性に影響を与える;❌ コストがPure PEEKよりも著しく高い |

製品選定の早見ガイド
ニーズを3つの側面に分けて考えます:
- 環境(温度/化学媒体/清浄度)
- 機能(支持構造/摺動耐摩耗/電気絶縁/静電気散逸)
- コンプライアンス(食品グレード/医療用インプラントグレード/半導体クリーンルーム規格)
3つの次元を組み合わせた際の対応グレード:通常はPure PEEK試験片による検証を起点とし、段階的に特殊グレードへと移行していく。これにより、リスクを最小限に抑え、コストを最も管理しやすくすることができる。
第3章:化学的適合性の完全ガイド――「あらゆる化学物質に耐性がある」というのは最も危険な誤解である
PEEK は確かに極めて幅広い化学的適合性を持ち、ほとんどの酸、アルカリ、溶剤、油類に耐性があります。しかし、「ほとんどに耐えられる」からといって「無敵」というわけではありません。PEEK の防御を突破しうる媒体は、次の 3 種類あります:
化学的適合性における3大禁域
危険区域1:高濃度の酸化性強酸
高濃度**硫酸(>96%)與硝酸(>50%)**は、PEEKのポリマー骨格を直接攻撃し、分子鎖の切断や材料の崩壊を引き起こす。リスクは温度の上昇に伴い急激に高まります。室温では表面のわずかな侵食にとどまる場合もありますが、80°C以上では数時間以内に完全な機能喪失を引き起こす可能性があります。代替案:以下の材料への切り替えを推奨します。 PTFE 或 PFA パーフルオロ材料など。
禁止区域2:特定の有機溶剤(膨潤を引き起こすもの)
DMSO(ジメチルスルホキシド)、THF(テトラヒドロフラン)、ジクロロメタン(DCM)、クロロホルム このような溶剤はPEEKの非結晶領域に浸透し、体積膨張(膨潤)や機械的特性の低下を引き起こします。短時間の接触による影響は限定的ですが、長時間の浸漬(特に高温条件下)は、不可逆的な寸法変化や強度の低下を招きます。
落とし穴その3:条件の相乗効果(最も見過ごされがちな落とし穴)
「常温下で単一の媒体と相容れる」ということは、「高温・高濃度・長時間の浸漬下でも相容れる」ということとは限りません。温度が10°C上昇するごとに、化学反応の速度は約2倍になる――本来「かろうじて適合する」組み合わせであっても、条件が重なることで急速に悪化する場合があります。実務上のアドバイス:過酷な使用条件においては、必ずサプライヤーに対し、具体的な媒体+温度+濃度の組み合わせに関する実測TDSデータを請求してください。
第4章:PEEKのCNC加工におけるミス防止SOP
PEEKの加工ミスがもたらすコストは、一般的なエンジニアリングプラスチックの10~100倍に上ります。以下の6つの手順は、不良率を低減するための核心となるSOPです:

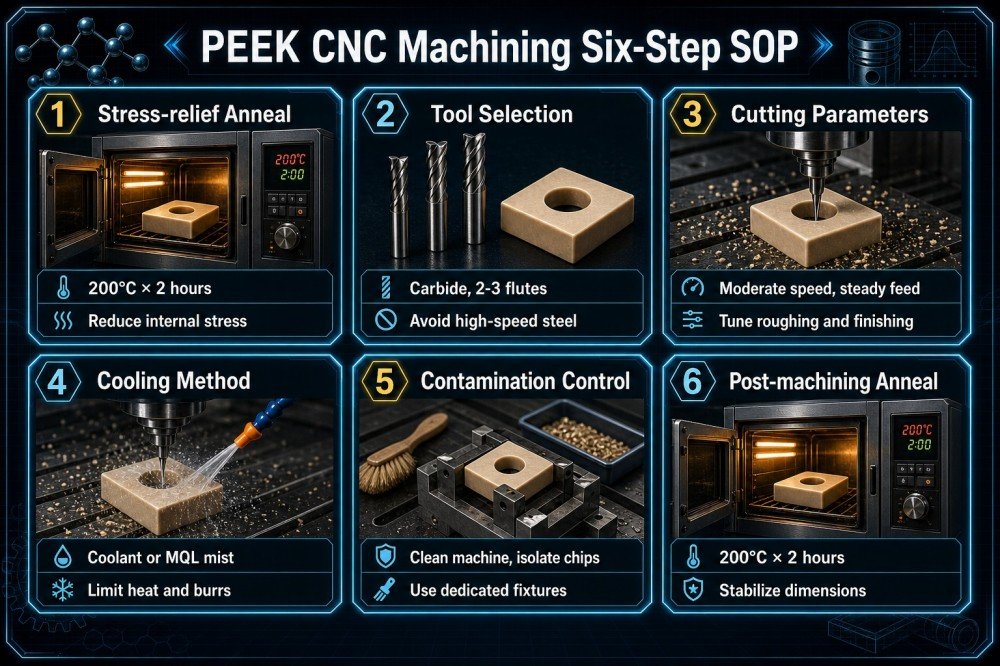

手順1:加工前の焼鈍(残留応力の除去)
PEEKの棒材や板材は、製造工程における急冷により残留応力が生じます。これをそのまま加工すると、切削力によって残留応力が解放された後、部品が加工後も変形し続け、寸法公差を超過することになります。
焼鈍条件:PEEK製のワークをオーブンに入れ、 200°Cで4時間保温する、その後、室温までゆっくりと冷却する(冷却速度 ≤ 2°C/分)。
ステップ2:工具の選定
- 推奨超硬合金(Carbide)切削工具或ダイヤモンドライクカーボン(DLC)コーティング加工工具
- 高速度鋼(HSS)製の切削工具の使用は避けてください。PEEKの切削熱により摩耗しやすくなるほか、被削材の表面を汚染するおそれがあります。
- CF30などの炭素繊維充填グレードは耐摩耗性に優れており、工具の摩耗速度は、未処理材に比べて3~5倍速い、刃の交換をより頻繁に行う必要がある
手順3:切削パラメータ一覧表
| 加工方法 | レベル | 切削速度 | 送り速度 | 切削深さ |
| フライス加工 | ピュアPEEK | 150~300 m/min | 0.05~0.15 mm/歯 | 0.5~2.0 mm |
| フライス加工 | GF30 / CF30 | 100~200 m/min | 0.03~0.10 mm/歯 | 0.3~1.5 mm |
| 旋削 | ピュアPEEK | 200~400 m/min | 0.10~0.30 mm/rev | — |
| 旋削 | GF30 / CF30 | 100~250 m/min | 0.05~0.20 mm/rev | — |
基本原則:PEEKの熱伝導率は極めて低く(約0.25 W/m・K、アルミニウム合金の約1/800)、熱が切削刃に集中する。以下の方法を採用すべきである。「低速 + 高送り速度」という組み合わせにより、切りくずが熱を運び去る。
手順4:冷却方法
- 圧縮空気によるブロー:最も一般的な方法で、切りくずを同時に除去し、二次切削を防ぐ
- ミスト冷却(Mist Cooling):精密加工に適しています
- ❌ 油性切削液の使用を禁止する:鉱物油は、一部のPEEKグレードと完全に互換性がない可能性があり、残留した油分は洗浄しづらい
手順5:汚染防止・清掃の標準作業手順書(SOP)
PEEKの加工温度(射出成形では約360~400°C)は、ほとんどのエンジニアリングプラスチックよりもはるかに高い。機械で他のプラスチックを加工したことがある場合、残留材料はこの温度下で完全に分解され、炭化物と酸性ガスが生成される、PEEKを直接汚染し、ロット全体の脆化を招いて廃棄に至った。
クリーニングの手順:流動性の高いPEEK洗浄材を使用し、高温(400°C)で連続洗浄を行い、排出される材料の色が混色状態から本来の色に戻ったことを確認してから、正式な生産を開始する。
手順6:加工後の焼鈍(寸法安定化)
精密部品(寸法公差 < ±0.05 mm)は、荒加工後に、以下の工程を行う必要があります。中間焼鈍(150°C × 2 時間)で、加工過程で生じた新たな残留応力を除去した後、仕上げ加工を行う。最終仕上げ加工が完了した後、再度焼鈍を行う。
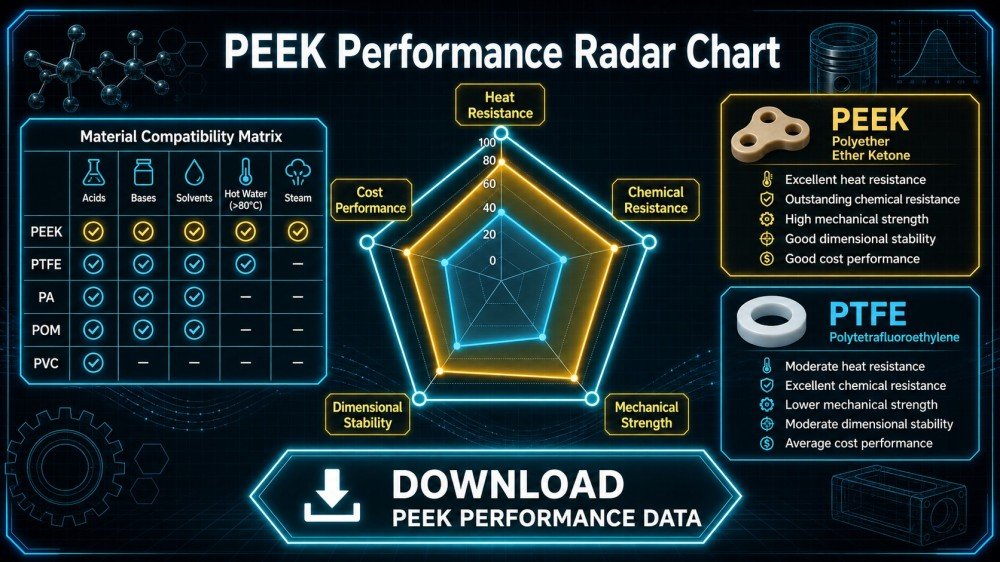
第5章:PEEKと競合素材の詳細比較
選定要領:
- 人体への埋め込みや食品との接触が必要な場合 → PEEK(インプラント用)
- 最高の耐薬品性が必要 → PPS 或 PTFE(機械的強度の要件に応じて決定する)
- 最高耐熱温度(250°C以上、長期)が必要→ PI 或 PAI
- 予算は限られているが、高性能が求められる → PEI(ウルテム)
第6章:インプラントグレード対工業用グレードのPEEK――グレードの違いが、規制に天と地ほどの差をもたらす

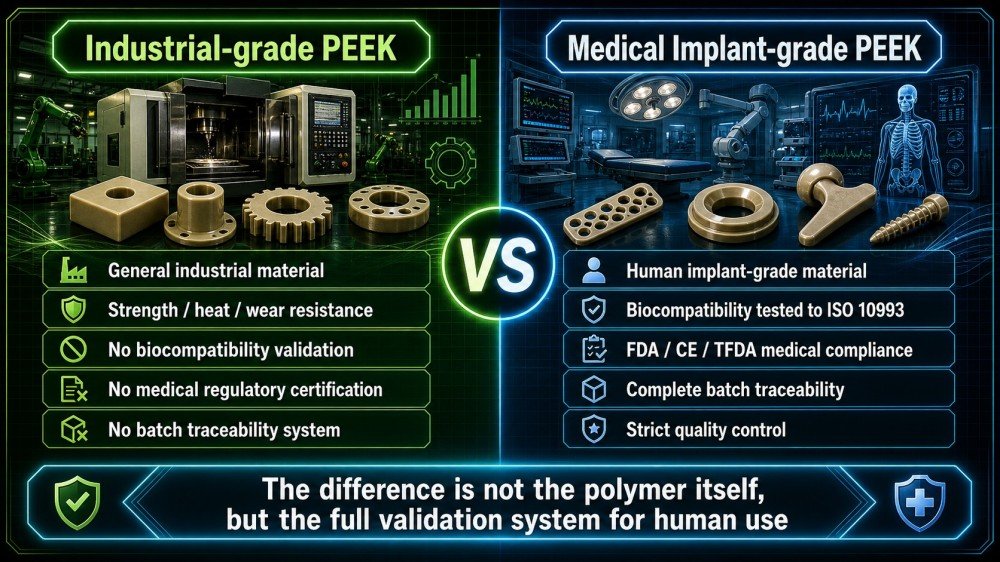

医療機器メーカーが最も陥りがちな落とし穴:工業用PEEKと医療用PEEKは外観が全く同じですが、規制上の扱いは雲泥の差があります。
| 比較の基準 | 工業用PEEK | インプラント用PEEK |
| 生体適合性認証 | 無 | ISO 10993 シリーズ(細胞毒性、感作性、全身毒性など) |
| 原料の純度 | 一般工業規格 | 残留モノマー、添加剤の種類および含有量を厳格に制限する |
| ロット追跡 | 通常、完全な記録は残っていない | 全ロットのCoA、原料の合成段階まで遡及可能 |
| 適用法令 | 特別な規定はない | FDA 21 CFR / CE MDR / 台湾 TFDA 医療機器規制 |
| 代表的なブランド | Victrex 450G、Ensinger TECAPEEK | Victrex PEEK-OPTIMA™、Evonik VESTAKEEP™、Ensinger TECAPEEK MT |
| 価格差 | 基準 | 約 2~5倍 産業用価格 |
⚠️ 法的警告:工業用PEEKを使用してインプラントを製造した場合、台湾の『医療機器管理法』に基づき、製品の販売停止、罰金、および刑事責任を問われる可能性があります。TFDA/CE/FDAの認証を申請する前に、原材料のロット書類にISO 10993に基づく生体適合性試験報告書が完全に添付されていることをご確認ください。
第7章:PEEKに関する誤解を解くFAQ(全10問)


Q1:PEEKはなぜこんなに高いのですか?もっと安価な代替品はありますか?
PEEKの合成には、約300°Cという高温下での縮合重合が必要であり、反応条件が厳しく、歩留まりの管理も困難である上、世界の主要な原料サプライヤーはVictrex、Solvay、Evonikといった数社に集中している。予算が限られている場合は、以下の点を検討するとよい:① PEI(ウルテム):耐熱温度 170°C、FDA 準拠、コストは PEEK の約 40%;② PPS:耐熱温度は220°Cで、耐薬品性はさらに高く、コストはPEEKの約30%である。しかし、いずれもPEEKが持つ「耐熱性+耐薬品性+生体適合性」という3つの特性を完全に代替することはできない。
Q2:PEEKは高圧蒸気滅菌(オートクレーブ)が可能ですか?
はい。PEEKの融点343°Cは、標準的な滅菌温度(121°C~134°C)をはるかに上回っており、手術器具や滅菌トレイに最適な素材です。ただし、以下の点に注意が必要です:① 繰り返し蒸気滅菌(1,000回以上)を行うと、純PEEKは吸湿や熱サイクルによる応力の影響で徐々に劣化する場合があります;② 食品・医療用グレードのPEEK(Pureまたは医療認証グレード)を採用していることを確認し、GF/CF充填グレードではないことを確認してください。
Q3:PEEK CF30は医療用途に使用できますか?
CF30(炭素繊維充填材)自体には生体適合性に関する議論がある。体内の炭素繊維粒子の長期的な安定性に関する研究は現在も継続中であり、また、CF30の黒い外観はX線透過性に影響を及ぼす(PEEKが持つ画像診断上の利点を失う)。医療用途(特にインプラント)においては、 ピュアPEEK 或 HAコーティングを施したPEEK 主流の選択肢となる。
Q4:PEEKは、整形外科用インプラントとしてチタン合金に取って代わることができるのでしょうか?
一部は可能ですが、直接置き換えることはできません。チタン合金の多孔質表面により、骨細胞が直接侵入して強固な結合を形成できますが、PEEKの表面は生体不活性であるため、骨細胞が直接付着することができません。解決策としては、 HA(ヒドロキシアパタイト)コーティング PEEK 或 多孔質PEEK(Porous PEEK)、その表面に骨伝導性を付与する。骨統合を必要としない用途(椎間固定装置の補助スクリューなど)においては、PEEKはチタン合金を完全に代替し、より優れた画像追跡効果を得ることができる。
Q5:PEEKの熱膨張係数はどれくらいですか?設計時に補償が必要ですか?
純PEEKの線膨張係数(CTE)は約 47 × 10⁻⁶ /°C、これはアルミニウム合金の約2倍に相当します。精密嵌合において、ワークが室温(25°C)から使用温度(200°C)まで上昇すると、100mmあたり約0.82mm膨張するため、設計上の補償を考慮する必要があります。GF30の熱膨張係数(CTE)は約20 × 10⁻⁶ /°Cまで低減でき、CF30ではさらに約16 × 10⁻⁶ /°Cまで低減可能です。
Q6:PEEKは3Dプリントできますか?プリント品の強度はCNC加工品と同じですか?
可能です。主な方式としては、FFF(溶融積層)とSLS(選択的レーザー焼結)の2種類があり、2024年にFDAは世界初の3Dプリント製PEEK製頭蓋骨インプラントを承認しました。しかし、FFFによるプリント品の層間(Z方向)の強度は、XY平面の強度の約60~80%にとどまり、CNC切削品よりもはるかに低くなります。推奨事項:複雑な形状やオーダーメイドのインプラントには3Dプリントを採用し、荷重を支える重要な構造部品については、引き続きCNC切削を主とすることをお勧めします。
Q7:ESD PEEKとは何ですか?半導体工場ではどのように選定すればよいですか?
ESD PEEKは、カーボンブラックやナノカーボンチューブを添加することで、表面抵抗を 10⁴~10⁷ Ω/sq(静電気散逸範囲)、火花を発生させることなく静電気を安全に放電できます。選定基準:① ウェーハ接触部品 → ESD PEEK;② 筐体構造部品(ウェーハと非接触)→ Pure PEEK または CF30;③ クリーンルーム用低汚染部品 → ICP-MSによるイオン溶出率の規格を確認すること。
Q8:PEEKは食品接触用途に使用できますか?
純PEEKおよび特定の食品用グレードの配合は、いずれもFDA 21 CFR 177.2415の認証を取得しており、食品接触に関する規制に準拠しています。ただし、以下の点に留意してください:GF30 および CF30 充填グレードのガラス繊維/炭素繊維粒子が析出する場合、食品接触規格に適合しない可能性があります。。食品加工設備については、サプライヤーに対し「食品グレード(Food Grade)」の認証書類の提出を明確に求めるべきである。
Q9:PEEKの棒材と板材のどちらがCNC加工に適していますか?
棒材は旋削加工に適しており、中心から押し出し成形されるため、等方性が比較的良好です。板材はフライス加工に適していますが、厚さ方向(Z方向)の機械的特性がXY平面よりも若干劣る点に注意が必要です。一般的な原則:回転対称部品(シールリング、ベアリングなど)には棒材を優先的に選択し、複雑な形状のフライス加工部品には板材を選択します。
Q10:工業用PEEKとインプラント用PEEKをどのように見分ければよいですか?
最も確実な方法:① 分析証明書(CoA)の請求――インプラント用CoAには、ロット番号、原料合成業者、ISO 10993試験報告書番号を記載しなければならない;② ブランドと型番を確認する――主要なインプラント用ブランドは、Victrex PEEK-OPTIMA™、Evonik VESTAKEEP™、Ensinger TECAPEEK MTの3つである;③ 外観からは判別できない――工業用グレードとインプラント用グレードの色、硬度、密度はほぼ同じであるため、文書による確認が必要となる。
第8章:半導体装置におけるPEEKの応用ガイド



| 設置場所 | 推奨レベル | 重要な要件 | 注意事項 |
| 設置場所 | 推奨レベル | 重要な要件 | 注意事項 |
| ウェハ固定治具/キャリア | ESD PEEK | 静電気の放散、低汚染析出 | ICP-MSのイオン放出率がメーカーの仕様を満たしていることを確認する |
| プロセスチャンバーの構造部品 | Pure PEEK または CF30 | プラズマ腐食に強く、寸法安定性が高い | プラズマ環境下におけるCF30の炭素繊維析出について、汚染リスクの評価が必要である |
| ロボットアームの部品 | PEEK CF30 | 高剛性、軽量、低熱膨張 | 電気絶縁用途ではないことを確認する |
| チャンバー用シール | FFKM または Pure PEEK | 腐食性ガス(HF、Cl₂) | 腐食性の強いプロセスでは、FFKMへの切り替えを推奨します |
| 真空システムの部品 | ピュアPEEK | 極めて低いリーク率(< 1.0 × 10⁻⁶ Pa・L/s) | サプライヤーにリーク率のデータを確認する必要がある |
まとめ:適切なPEEKグレードの選定は、精密エンジニアにとっての中核となる競争力である
PEEKは「最も高価なものが最良」という素材ではなく、以下の点を同時に考慮する必要がある。レベル(機能に相当)× シナリオ(適用除外条件に相当)× コンプライアンス(法的責任に相当) 3つの側面から体系的に素材を選定するプロセス。本ガイドが、皆様のオフィスや工場において、最も頻繁に参照される素材選定の参考マニュアルとなることを願っています。
エンジニアの皆様のために、① 5つのグレード × 用途マトリックス、② CNC加工の推奨パラメータ一覧表、③ PEEK × 30種類の媒体の化学的適合性マトリックスをまとめました。これらすべてを完全無料でダウンロードいただけます。